
Viele Heimwerker kennen das Problem, dass sich eine Schraube nicht in Metall eindrehen lässt, weil das Gewinde defekt oder gar nicht vorhanden ist. Andere möchten für eine Metallkonstruktion Bohrlöcher mit einem Gewinde ausstatten. In diesem Fall kommt ein sogenannter Gewindeschneider oder Gewindebohrer zum Einsatz.
Verschiedene Gewindearten
Es gibt zwei verschiedene Arten von Gewinde, die hergestellt werden können, das Innen- und das Außengewinde. Neben den normalen metrischen Gewinden gibt es auch noch spezielle Gewinde mit anderen Steigungen. Wir wollen es aber nicht zu kompliziert machen, wir gehen daher in diesem Beitrag nur auf die herkömmlichen metrischen Gewinde ein. Damit Ihr es aber mal gehört habt, möchte ich hier zumindest die bekanntesten Gewindearten nennen:
- Metrisches-ISO-Gewinde
- UN (Unified National) Gewinde
- Rohrgewinde
- Whitworthgewinde
- Rundgewinde
- Trapezgewinde
- Sägengewinde
Gewinde können in Holz, Aluminium, Kunststoff und viele andere Metalle und Materialen geschnitten werden. Nicht immer ist ein Gewindeschneider erforderlich.
Blechschrauben schneiden sich beispielsweise beim Eindrehen selbst ihr eigenes Gewinde. Auch in Holz fräsen sich die meisten Holzschrauben ein eigenes Gewinde. Anders sieht dies bei stärkeren Metallplatten oder Metallstäben aus, die erst mit einem Gewinde versehen werden müssen.
So schneidet man ein Innengewinde mit dem Gewindeschneider
Ein Innengewinde muss häufig geschnitten werden, um ein altes Gewinde zu reparieren oder ein komplett neues Gewinde in einem bestimmten Durchmesser herzustellen. Für diese Arbeiten werden neben dem eigentlichen Werkstück eine Elektrobohrmaschine, ein Metallbohrer und ein Gewindebohrer benötigt.
Zunächst muss das sogenannte Kernloch in das Werkstück gebohrt werden. Der Durchmesser des verwendeten Bohrers sollte gewöhnlich geringfügig kleiner sein als das spätere Gewinde. Wie groß das Loch genau sein muss, wird normalerweise auf der Verpackung des Gewindebohrers angegeben. man kann es aber auch nachfolgender Tabelle entnehmen:
Bohrlochgröße bei verschiedenen metrischen Gewinden
| Gewünschtes metrisches Gewinde | Erforderlicher Bohrer (Kernlochbohrer) |
|---|---|
| M2 | 1,6 mm |
| M3 | 2,5 mm |
| M4 | 3,3 mm |
| M5 | 4,2 mm |
| M6 | 5,0 mm |
| M8 | 6,8 mm |
| M10 | 8,5 mm |
| M12 | 10,2 mm |
| M14 | 12 mm |
| M16 | 14 mm |
| M18 | 15,5 mm |
| M20 | 17,5 mm |
Keine Sorge bezüglich der krummen Werte, auch Bohrer dieser Größen sind im Online-Handel leicht zu bekommen, schließlich werden recht oft Gewinde geschnitten.
Beim Gewinde schneiden mit einem Gewindebohrer wird das Material an den Seiten des Bohrloches wieder etwas nach innen gedrückt, um daraus das Gewinde aufzubauen. Der Lochdurchmesser verringert sich also bei diesem Arbeitsschritt ein wenig.
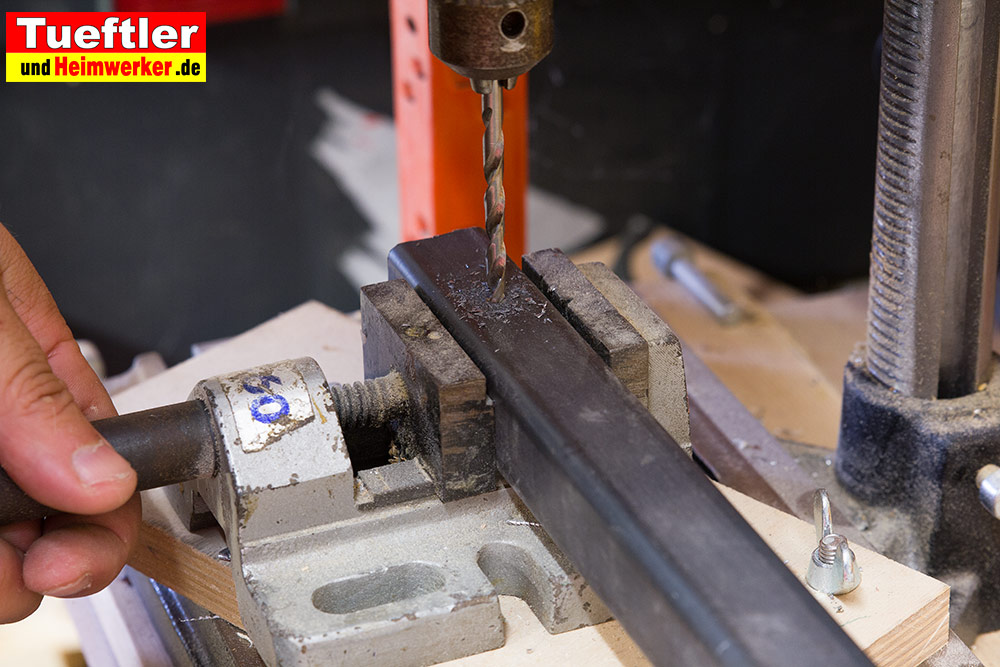
Kernloch für Gewinde bohren
Für ein präzises Bohren kann eine Tischbohrmaschine empfohlen werden, da mit dieser eine absolut rechtwinkelige Bohrung möglich wird. Vor dem Bohren sollte die betreffende Stelle leicht angekörnt werden, damit der Metallbohrer beim Eindringen in das Metall nicht abrutscht. Bevor ein Gewindebohrer verwendet wird, sollte das Bohrloch mit einem Senker bearbeitet werden. Dadurch kann nicht nur später die Schraube bündig mit der Oberfläche abschließen, sondern auch der erste Gewindegang kann wesentlich sauberer erstellt werden.
Die gängigsten Gewindebohrer werden in Größen zwischen M1 mit 0,75 mm Durchmesser bis M12 mit 10,2 mm Durchmesser angeboten. Auch noch weit größere Gewindebohrer sind für spezielle Fälle erhältlich.
Das Innengewinde sollte nicht mit einer Bohrmaschine geschnitten werden, sondern ausschließlich von Hand. Zu diesem Zweck wird neben dem Gewindebohrer noch das dazugehörende Windeisen benötigt. Windeisen nennt sich im Grunde eine Art Drehgriff mit der eigentliche Gewindeschneider sauber vertikal gedreht werden kann.
Gewindeschneider werden häufig im Set angeboten. In diesen Sets sind gewöhnlich für ein Gewinde drei verschiedene Gewindeschneider notwendig:
- der Vorschneider
- der Mittelschneider
- der Fertigschneider

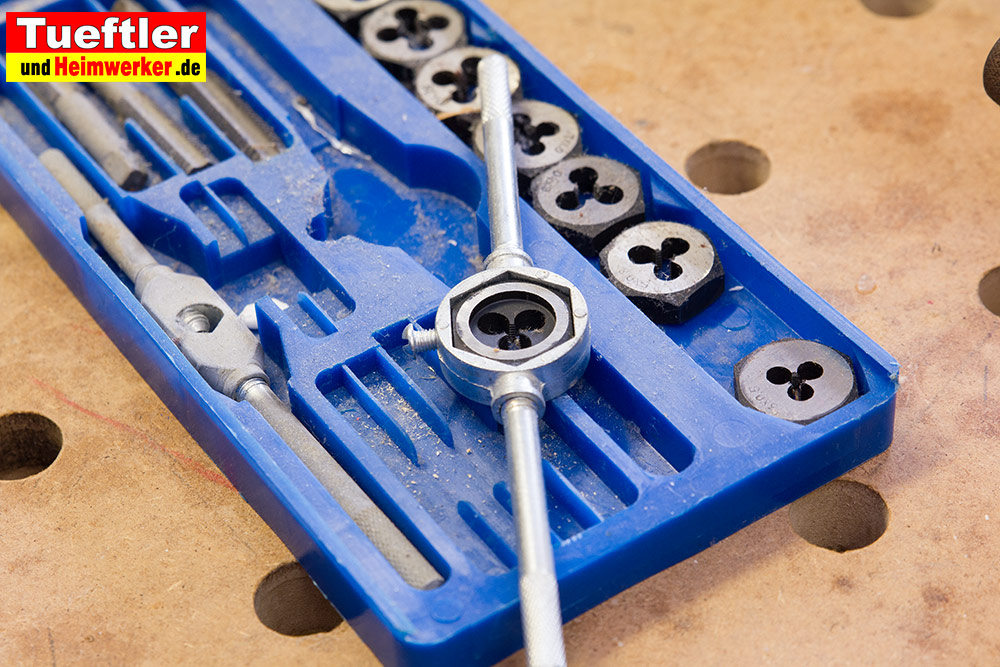
Hier ein M5 Set der Firma Exact
Zuerst werden in das Bohrloch nur feine Rillen mit dem Vorschneider geschnitten. Nach und nach werden die Rillen mit dem Mittel- und Fertigschneider vervollständigt. Hilfreich ist es, während des Schneidens ein wenig Schneidöl zu verwenden. Dann gelingt der Schnitt einfacher und das Gewinde wird sauberer.

-

- Etwas Gewindeöl anfügen

Das Windeisen sollte mit beiden Händen festgehalten werden. Alle zwei bis drei Umdrehungen wird der Gewindebohrer zurückgedreht, so dass überstehende Späne abbrechen und das Schneidöl weiter nach unten laufen kann. Der Vorgang wird solange wiederholt, bis das Innengewinde erstellt ist.
Sobald der Fertigschneider voll eingedreht ist, ist das Gewinde fertig. Der Gewindebohrer kann jetzt sehr leicht herausgedreht werden. Auch Schrauben können sofort eingedreht werden.

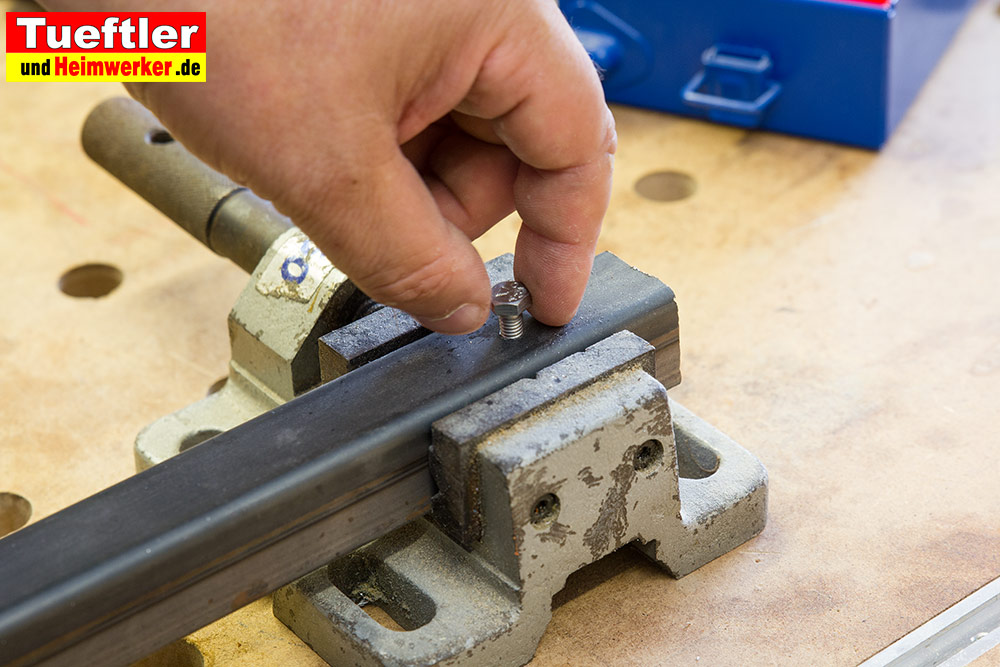
Die Schrauben sollten sich leicht eindrehen lassen
Alternative: Der Kombi-Gewindebohrer

Alternativ zu den herkömmlichen Gewindebohrern,die aus Vorschneider, Mittelschneider und Fertigschneider bestehen, gibt es auch sogenannte Kombi-Gewindeschneider im Handel. Diese Kombi-Gewindeschneider vereinen quasi alle 3 Funktionen und oft sogar auch noch die Funktion des Bohrers in nur einem Werkzeug. Bei deren Verwendung muss man jedoch darauf achten, dass man mit unterschiedlichen Drehzahlen arbeiten muss. Beim Bohren muss diese höher sein als beim darauf folgenden Schneiden. Oft werden diese Kombi-Gewindebohrer mittels einem Akkuschrauber genutzt. Hier muss man jedoch sehr sorgfältig arbeiten. Zunächst muss man den Akkuschrauber immer möglichst vertikal halten und zum anderen muss man aufpassen, dass man nach dem Bohren den Gewindeschneider nicht überdreht. Bei richtiger Anwendungen sind die Kombi-Gewindebohrer durchaus hilfreich, bei falscher Anwendung können sie das Gewinde aber auch sehr schnell zerstören. Auch lassen sich die Kombi Gewindeschneider meist nicht so häufig einsetzen wie herkömmliche Gewindeschneider, da die eigentlichen Schneiden wesentlich kleiner sind.
Für Einsteiger oder auch für qualitativ hochwertige Gewinde würden wir die herkömmlichen Gewindeschneider Sets eher empfehlen (siehe unten).

- ✔Paket enthalten: 6tlg Titan Bohrer Gewindebohrer ( M3, M4, M5, M6, M8, M10 ). Material: Hochgeschwindigkeitsstahl. Präzisionsgeschliffener, rechter Gewindebohrer-Satz mit Bohrstufe und 1/4" Sechskantantrieb, HSS für M3, M4, M5, M6, M8, M10 für hohe Anforderungen an die Prozesssicherheit und Standzeit.
- ✔Hohe Härte,Schneller Austausch Verbundmembran, verwendet drill Prinzip kantig. Bohren und Tippen in einem, einstufig Verarbeitung.Stark Verarbeitung Schritte und Zeit sparen, verbessern Effizienz Arbeiten.
- ✔Spiralkegel Design verhindert Beschädigung des Gewindes von überschüssigem Bohren. Selbst Zentrierspitze, brauchen nicht Assistent Zentrum Bohren oder Ankörnen.
- ✔Design ermöglicht zum Bohren, Gewindeschneiden , Entgraten und Versenken in Holz, Kunststoff, Dünnes Aluminium Kupfer und andere Weichmetall (5-6mm) , Nicht für Harte Materialien.
- ✔Hinweis: Wenn Sie ein Loch bohren, sollten Sie gleichzeitig Wasser einspritzen, um den Bohrer abzukühlen. Dies wird Ihnen helfen, den Wert der Bohrer zu erhöhen. Wenn Sie den Bohrer beim Bohren von Löchern nicht abkühlen können, sollte die Bohrgeschwindigkeit nicht zu hoch sein und Sie sollten nicht zu häufig Löcher bohren.
zuletzt aktualisiert.: 31.03.2025 um 01:30 Uhr * Hier werden Partnerlinks bzw. Affiliate genutzt. Wenn Du über diese Links ein Produkt kaufst unterstützt Du unsere Testberichte und Tutorials da wir eine kleine Provision erhalten. Danke!
Das ganze sieht man auch schön in diesem Youtube-Video

Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren
So schneidet man ein Außengewinde

Ein Schneideisen-Halter für Außengewinde*
Für die Herstellung eines Außengewindes wird zunächst ein Metallstab oder Bolzen benötigt, der später das Gewinde tragen soll. Gewinde können auf viele Materialien geschnitten werden, beispielsweise Eisen, Stahl, Aluminium oder Kunststoff.
Ebenso werden ein Gewindeschneider als Schneideisen sowie ein Schneideisenhalter benötigt.
Das Schneideisen muss in seiner Halterung fixiert werden. Dabei ist darauf zu achten, dass die Löcher für die Verschraubung an der richtigen Stelle sitzen. Die Feststellschrauben werden nun angezogen. An beiden Seiten des Schneideisenhalters befindet sich jeweils ein Haltegriff, über den wir später den Gewindeschneider bedienen können.

Ein M10 Schneideisen*
Bevor das Gewinde in den Metallstab geschnitten wird, muss dieser im 90 Grad Winkel in einen Schraubstock eingespannt werden. Mit einer Feile wird der scharfe Rand des Stabes rund gefeilt, so dass sich letztlich eine Kegelkuppe ergibt. Auf diese lässt sich nun das Schneideisen wesentlich einfacher aufsetzen.

Das Schneideisen sollte wieder mit Schneidöl eingestrichen werden, um den Schneidevorgang zu erleichtern. Nach jeder vollen Umdrehung wird das Schneideisen wieder eine halbe Umdrehung zurückgedreht. Dabei brechen die störenden Metallspäne ab und das Öl kann nachfließen. Die anfallenden Späne werden über die sogenannte Kleeblattform des Schneideisens nach oben abgeführt.
Auch hier ist es wieder wichtig, das Schneideisen über seine seitliche Verlängerung mit beiden Händen festzuhalten. Das Endergebnis lässt sich wieder mithilfe einer passenden Mutter testen.
Hier sieht man das ganze auch gut in einem Video

Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren
Empfehlenswerte Gewindeschneide-Sets
Hier ein Set nur für Außengewinde
In vielen Gewindeschneid-Sets sind natürlich verschiedene Gewindeschneider enthalten, so dass viele gängige Stärken an Außen- und Innengewinden geschnitten werden können. Interessant ist aber auch, dass komplette Sets nicht die Welt kosten müssen. Ein 32-teiliges Set mit den gängigsten Gewindegrößen gibt es zum Teil schon als Angebot unter 40 Euro, siehe unten. Je nachdem was man bastelt und baut werden am häufigsten die Gewindegrößen M3, M4, M6 und M8 benötigt. Beim Kauf sollte man darauf achten, dass zumindest diese Größen dabei sind.
Gute Gewindeschneider-Sets für Innen- und Außengewinde

- Für Rückfragen zur Passgenauigkeit kontaktieren Sie uns bitte über unsere Amazon-Händlerseite
zuletzt aktualisiert.: 31.03.2025 um 06:11 Uhr * Hier werden Partnerlinks bzw. Affiliate genutzt. Wenn Du über diese Links ein Produkt kaufst unterstützt Du unsere Testberichte und Tutorials da wir eine kleine Provision erhalten. Danke!
Natürlich bestimmt auch hier der Preis schon ein wenig die Qualität. Etwas teurere Sets verwenden meist eine bessere Stahlqualität. Härterer Stahl bedeutet längere Nutzungsdauer weil die Gewindebohrer nicht so schnell stumpf werden. Der etwas höhere Anschaffungspreis lohnt sich daher immer wenn man öfters Gewinde schneiden möchte.

- KOMPLETTES GEWINDESCHNEIDER SET: 32-teiliger Präzisions-Gewindeschneid-Satz HSSG (geschliffen) der Marke GSR Gustav Stursberg für den professionellen Gebrauch. GSR Werkzeuge rund um das Gewindeschneiden (Innen- & Außengewinde, Werkzeughalter, Bohrer, Senker, Messwerkzeuge & Gewinde Reparatur Set) aus der Werkzeugstadt Remscheid seit 1889.
- VIELSEITIGE ANWENDUNG: Das Gewindeschneider-Set ist sowohl zur Herstellung von Innengewinden als auch Außengewinden nach metrischen ISO-Normen geeignet. Inklusive Gewindeschablone
- HOCHWERTIGE HSS GEWINDESCHNEID-WERKZEUGE: Das HSS Bohrer Set ist aus geschliffenem Hochleistungsschnellarbeitsstahl gefertigt und ermöglicht präzises und effektives Bohren.
- PATENTIERTES DESIGN: Die mitgelieferte Metallbox kann so aufgeklappt werden, dass das einzelne Werkzeug Zubehör nacheinander entnommen werden kann. Nach dem Gebrauch werden die Einzelteile akkurat und rutschfest verwahrt. Ideale Ergänzung für den Werkzeugkoffer.
- LIEFERUMFANG: Das Metallbohrer Set enthält 21x Gewindebohrer, 7x Schneideisen, 1x verstellbares Windeisen, 1x Schneideisenhalter, 1x Gewindelehre und 1x Schraubendreher. GSR Werkzeuge rund um das Gewindeschneiden (Innen- & Außengewinde, Werkzeughalter, Bohrer, Senker, Messwerkzeuge & Gewinde Reparatur Set) aus der Werkzeugstadt Remscheid seit 1889.
zuletzt aktualisiert.: 31.03.2025 um 06:11 Uhr * Hier werden Partnerlinks bzw. Affiliate genutzt. Wenn Du über diese Links ein Produkt kaufst unterstützt Du unsere Testberichte und Tutorials da wir eine kleine Provision erhalten. Danke!
Auch ein passendes Schneidöl sollte man beim Gewindeschneiden stets in der Werkstatt vorrätig haben.

- Lieferumfang: 1 x 250 ml NIGRIN Bohr- und Schneideöl
- Hochdruckstabiles Schmiermittel zur Metallbearbeitung
- Zum Einsatz beim Bohren, Drehen, Fräsen, Schneiden oder Stanzen von Metallen aller Art
- Verkürzt die Bearbeitungszeiten erheblich
- Mindert sichtbar den Verschleiß
zuletzt aktualisiert.: 31.03.2025 um 01:30 Uhr * Hier werden Partnerlinks bzw. Affiliate genutzt. Wenn Du über diese Links ein Produkt kaufst unterstützt Du unsere Testberichte und Tutorials da wir eine kleine Provision erhalten. Danke!
Ein paar Links zum Thema Gewinde und Gewindeschneider
A. E.



Vielen Dank für diesen hilfreichen Guide. Wir hatten am Wochenende das Problem, dass eins altes Gewinde nicht mehr so wollte wie wir. Ich hab mir den Artikel jetzt 2x durchgelesen und traue mich jetzt selbst an einen Gewindeschneider. Vielen Dank dafür 🙂
Hallo, als gelernter Metallwerker ist das „leichte“ Körnen nicht ausreichend, schließlich soll die Bohrerspitze (Querschneide) dort eine Führung finden. Also beherzt mit dem Schlosserhammer auf den Körner eingeschlagen, je größer, desto führender. Ohnehin wird der Körnerschlag ja überbohrt und -gesenkt.
Bei größeren Durchmessern und dünnen Materialien wird ein Gewinde aber nicht tragen können, weil nur 1-1,5 Gewindegänge (Maß ist immer die Höhe einer entsprechenden Mutter) geschnitten werden. Diese sind, je nach Belastung, schnell ausgerissen. In diesen Fällen wird eine sog. (Blind)Nietmutter gesetzt, die das Gewinde in mindestens einer Mutternhöhe ermöglicht. Dabei wird entsprechend größer gebohrt und die Nietmutter mit Werkzeug (Nietmutterzange oder Eigenbauwerkzeug/Heimwerkerlösung) eingesetzt und verpresst.
Vielen Dank für die korrekte ergänzende Erläuterung.