Flsun Q5 ist ein neuer 3D-Drucker in der sogenannten Delta-Bauweise. Diese Bauweise ist sehr kompakt, der Drucker braucht daher nur sehr wenig Platz und passt sogar noch auf so manchen Schreibtisch. Zudem gelten Delta-3D-Drucker als sehr flott und präzise. Nachteil ist oft nur dass sie gewöhnlich recht teuer sind. Der Flsun Q5 ist hier eine echte Ausnahme, er ist sogar preisgünstiger als viele herkömmliche 3D-Drucker. Ich habe mal getestet was der Flsun Q5 so alles kann.
Flsun Q5 – Anfangs skeptisch, am Ende recht begeistert
Nachdem ich schon mehrfach 3D-Drucker getestet und kleine Einstiegstutorials veröffentlicht habe, hat mich Gearbest vor einigen Wochen gefragt ob ich einen neuen Delta 3D-Drucker Flsun Q5 mal testen möchte. Ich habe mir die Beschreibung mal angeschaut und war anfangs etwas skeptisch, der Drucker war zu dieser Zeit mit ca. 230 Euro (aktueller Preis hier) extrem günstig und die Delta-Bauweise mit den drei beweglichen Armen sieht schon merkwürdig aus. Eigentlich konnte ich mir nicht wirklich vorstellen dass man damit wirklich gute saubere 3D-Modelle hin bekommt Da ich aber bislang noch nie einen Delta 3D-Drucker getestet hatte, war ich schon neugierig und habe gesagt sie sollen ihn ruhig mal schicken, ich teste ihn mal durch. Und das war eine gute Entscheidung, denn in der Praxis hat mich das Gerät tatsächlich sehr positiv überrascht. Um es vorwegzunehmen, bei der Druckqualität konnte der günstige Flsun Q5 durchaus leicht mit weit teureren 3D-Druckern herkömmlicher Bauweise mithalten, selbst mein bisheriger Lieblingsdrucker der Artillery Sidewinder X1 (siehe Test) war hier in der Druckqualität und Geschwindigkeit keineswegs besser sondern auf etwa gleichem Niveau.


zuletzt aktualisiert.: 31.03.2025 um 05:48 Uhr * Hier werden Partnerlinks bzw. Affiliate genutzt. Wenn Du über diese Links ein Produkt kaufst unterstützt Du unsere Testberichte und Tutorials da wir eine kleine Provision erhalten. Danke!
Wo sind die Unterschiede von einem Delta-3D Drucker zum herkömmlichen 3D-Drucker?
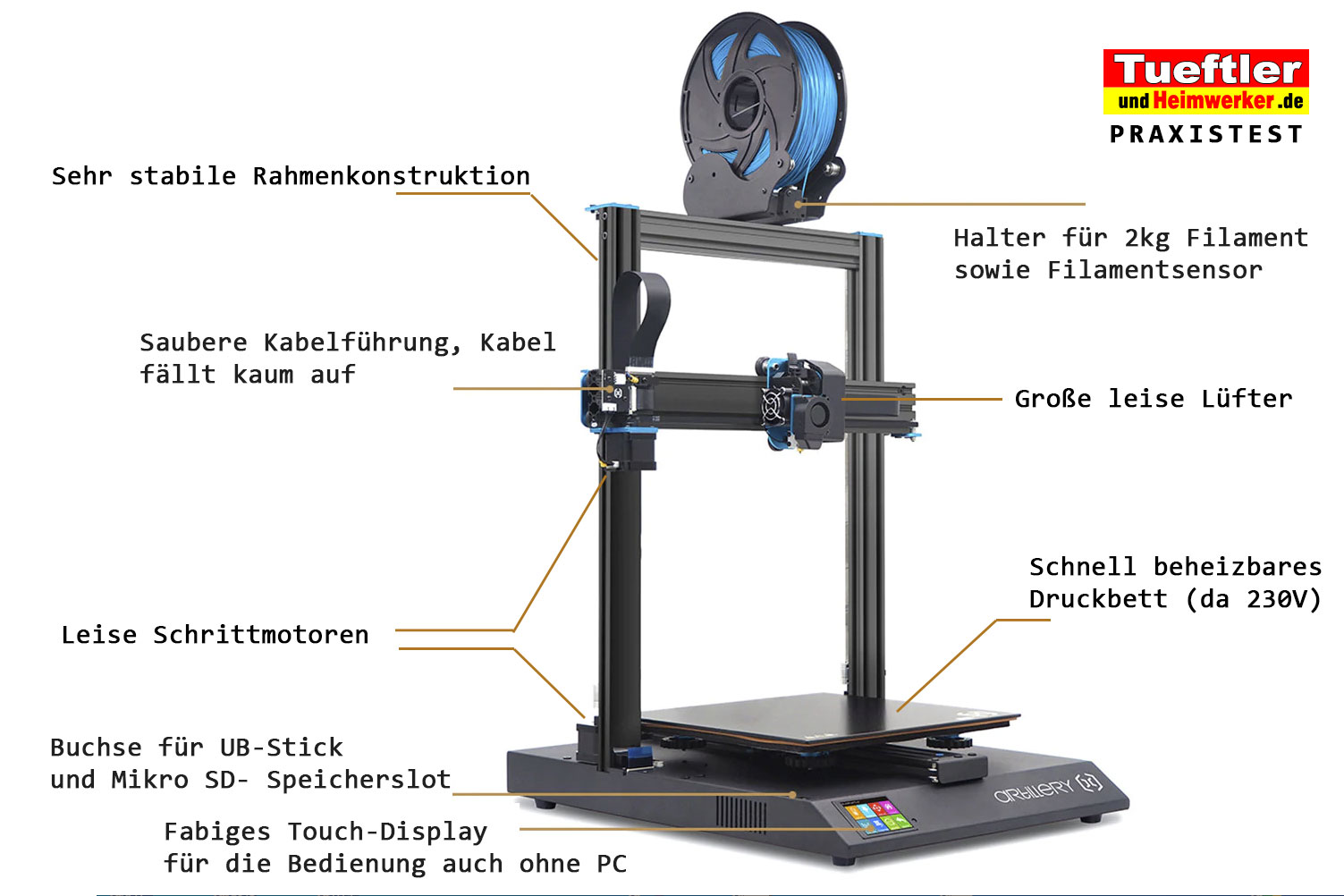
Beispiel herkömmlicher 3D-Drucker
Bevor ich näher auf die Eigenschaften des Delta 3D-Drucker Flsun Q5 eingehe, möchte ich ganz kurz die Delta-Bauweise ansprechen. Die meisten 3D-Drucker die heute angeboten werden, sind sogenannte Kartesische 3D-Drucker. Sie arbeiten mit dem aus der Mathematik bekannten kartesischen Koordinatensystem, welches den Druckkopf über die drei Achsen X, Y und Z bewegt. Der Druckkopf kann sich also nach links, rechts, vor, zurück und in der Höhe verschieben. Oft werden die 3D-Drucker so gebaut, dass sich der Druckkopf selbst nur in der Z und X-Richtung bewegt, dies lässt sich oft einfacher konstruieren. Für die Y Bewegung wird dann statt dem Druckkopf die komplette Bodenplatte (das Druckbett) mit dem Modell bewegt. Im Ergebnis ist aber beides das gleiche, es handelt sich hier immer um einen kartesischen 3D-Drucker.
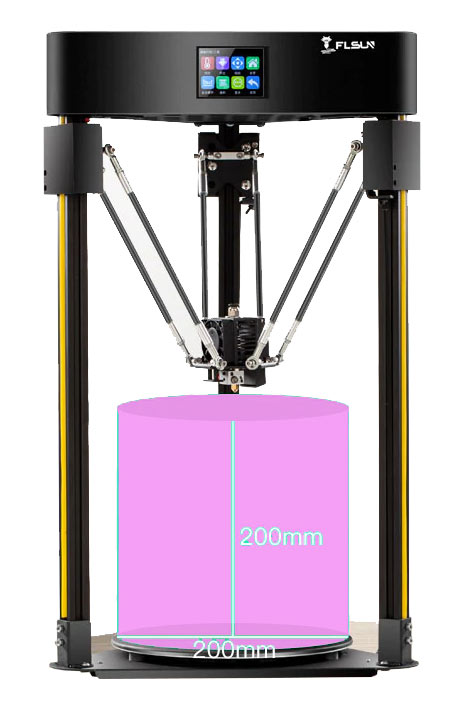
Delta Drucker Flsun Q5
Ein Delta-Drucker wie beispielsweise der Flsun Q5 ist völlig anders konzipiert. Hier ist der Druckkopf über Arme (ein Gestänge) mit drei Schlitten befestigt, welche sich alle drei nur vertikal auf und ab bewegen. Die vertikalen Achsen bezeichnet man als A, B und C Achse. Durch das Gestänge und die unterschiedlichen vertikalen Bewegungen kann auch hier der Druckkopf jeden Punkt in einem zylindrischen 3D-Raum gezielt anfahren. Da der erreichbare Raum zylindrisch ist, haben diese Drucker gewöhnlich immer eine runde Bodenplatte. Weil diese Drucker genauso angesteuert werden wie herkömmliche 3D-Drucker, muss der Drucker die X,Y, und Z-Koordinaten während des Drucks live in das ABC-Korrdinatensystem umrechnen.Der Vorteil von Delta-Druckern ist, dass sich das Druckbett nicht bewegen muss, das hat beispielsweise bei Zeitrafferaufnahmen einen deutlichen Vorteil (siehe unser Video). Ein weiterer Vorteil ist, dass der Drucker in der Breite und Tiefe sehr kompakt ist, er ist kaum größer als das eigentliche Druckbett. Er ist zwar in der Regel höher als herkömmliche Drucker, die Stellfläche ist jedoch deutlich kleiner. Ein dritter Vorteil ist noch dass die Präzision auch in der Höhe nicht abnimmt, er druckt die erste Schicht genauso genau wie die letzte obere Schicht.
Nachteil ist lediglich dass es selten Delta-Drucker mit Direkt Extruder gibt, da der Druckkopf nicht so schwer sein darf. Sollte es einmal Druckprobleme wegen einem defekten Motor, lockerem Zahnriemen, Schlitten oder ähnlichem geben, dann ist allerdings die Zuordnung zu einer der vertikalen Achsen etwas schwieriger aufzuspüren.
Welcher Drucker nun genauer arbeitet, da streiten sich wohl noch ein wenig die Experten, man findet hier unterschiedliche Meinungen von Experten. Fest steht dass in größeren Maßstäben oft Delta Druckern den Vorzug gegeben wird, Delta Drucker werden sogar schon zum Hausbau eingesetzt. Kleinere Drucker werden doch eher in der herkömmlichen Weise gebaut, der Flsun Q5 gehört hier zu den Ausnahmen.
Flsun Q5 – Was kann er, für wenn eignet er sich?
 Nachdem ich den Flsun Q5 einige Wochen wirklich intensiv getestet habe, kann ich sagen dass sich der 3D-Drucker eigentlich für Einsteiger und Profis gleichermaßen eignet. Die Handhabung ist genauso einfach wie bei herkömmlichen 3D-Druckern und auch die Geschwindigkeit und Präzession war im Test genauso gut wie bei teuren 3D-Druckern herkömmlicher Bauart. Der maximale Bauraum beträgt 20x20cm, das reicht für viele völlig aus, auch ich drucke auf dem Artillery Sidewinder X1 zu 95% Dinge unter 20cm, obwohl dieser Drucker ja deutlich größere Sachen drucken könnte.
Nachdem ich den Flsun Q5 einige Wochen wirklich intensiv getestet habe, kann ich sagen dass sich der 3D-Drucker eigentlich für Einsteiger und Profis gleichermaßen eignet. Die Handhabung ist genauso einfach wie bei herkömmlichen 3D-Druckern und auch die Geschwindigkeit und Präzession war im Test genauso gut wie bei teuren 3D-Druckern herkömmlicher Bauart. Der maximale Bauraum beträgt 20x20cm, das reicht für viele völlig aus, auch ich drucke auf dem Artillery Sidewinder X1 zu 95% Dinge unter 20cm, obwohl dieser Drucker ja deutlich größere Sachen drucken könnte.
Besonders angenehm empfand ich wirklich die geringe Stellfläche des Flsun (ca. 33 x 33 cm), man kann ihn problemlos noch auf einem Schreibtisch oder Regalschrank unterbringen.
Trotz des wirklich niedrigen Preises (zum Testzeitpunkt ca. 230 € bei Gearbest*) ist der Drucker überraschend gut verarbeitet und gut ausgestattet. Hier findet man sogar Merkmale, welche selbst teurere 3D-Drucker oft nicht haben.
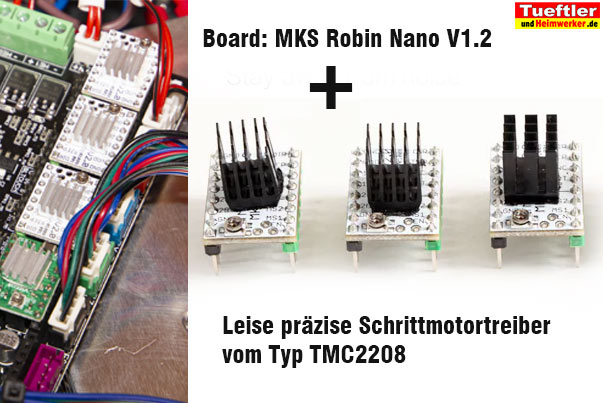
Leise Schrittmotortreiber
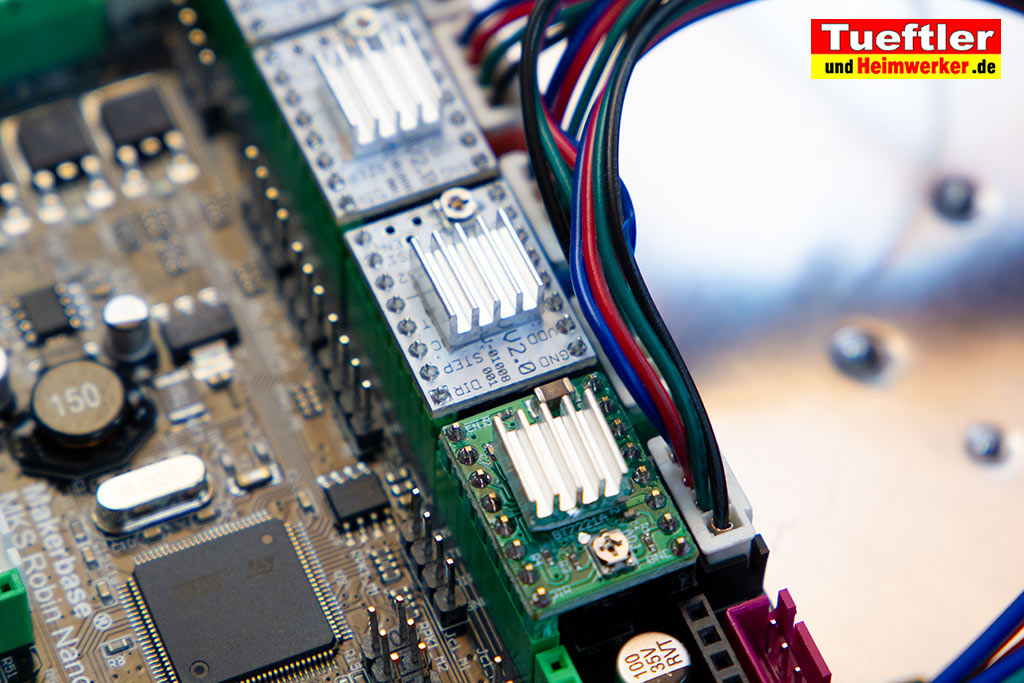
Ausgestattet ist er beispielsweise mit einem modernen MKS Robin Nano V1.2 Board und drei leisen Schrittmotortreibern vom Typ Trinamic TMC2208 . Wem das nichts sagt, dem sei gesagt dass es sich hier quasi um den „Gold-Standard“ im 3D-Druckerbereich handelt. Diese Schrittmotortreiber sind nicht nur äußerst präzise sondern vor allem sorgen sie auch dafür dass man die Schrittmotoren beim Drucken quasi kaum hört. Der Flsun Q5 wäre daher genauso leise wie der Artillery Sidewinder X1, wenn nicht der Lüfter leider etwas lauter wäre.
Das runde Druckbett des Flsun Q5 besteht aus Glas mit einer Ultrabase ähnlichen Beschichtung und ist natürlich beheizt. Im Test ergab sich mit den entsprechenden Temperaturen eine sehr gute Haftung sowohl bei PLA als auch bei PETG. Am Anfang war die Haftung sogar manchmal schon fast zu gut, so dass man öfters die mitgelieferte Spachtel zum Anheben nutzen musste. Durch die Einstellung der Extruder- und der Druckbett-Temperatur kann man die Haftung aber gut beeinflussen. Bei PLA habe ich mit Düsen-Temperaturen von 210 Grad und Druckbett Temperaturen von 60 Grad keinerlei Probleme gehabt, bei PETG klappte es bei mir hervorragend mit 240 bis 260 Grad Extruder und einer Bett-Temperatur von 70 bis 75 Grad. Auch flexibles Material wie ABS soll der Drucker drucken können, dies habe ich aber noch nicht getestet da ich ABS gewöhnlich nicht brauche.
 Eine weitere Besonderheit des Flsun Q5 ist die Autokalibrierung. Es wird ein zusätzlicher Sensor mitgeliefert mit dem der Drucker quasi automatisch den Abstand zwischen zwischen Druckbett und Druckkopf ermittelt, sogar an 27 Punkten. Wie das im einzelnen funktioniert beschreibe ich euch etwas unten hier im Test.
Eine weitere Besonderheit des Flsun Q5 ist die Autokalibrierung. Es wird ein zusätzlicher Sensor mitgeliefert mit dem der Drucker quasi automatisch den Abstand zwischen zwischen Druckbett und Druckkopf ermittelt, sogar an 27 Punkten. Wie das im einzelnen funktioniert beschreibe ich euch etwas unten hier im Test.
Schade ist lediglich dass der Flsun Q5 über keinen Direktextruder verfügt, also einen Extruder bei dem das Filament direkt am Kopf eingezogen wird. Direkt Extruder haben gewöhnlich den Vorteil, dass sich auch weiches flexibles Material wie TPU damit gut drucken lässt. Ob TPU auch beim Flsun Q5 funktioniert habe ich zwar nicht getestet, aber ich vermute das es nicht sonderlich gut geht. Da hier das Filament ja über einen langes Röhrchen vom sogenannten Bowden-Extruder zur Düse geschoben wird, dehnt sich weiches Material bei Spannung (Vorschub/Rückzug) natürlich etwas aus, das kann den Druck verschlechtern. 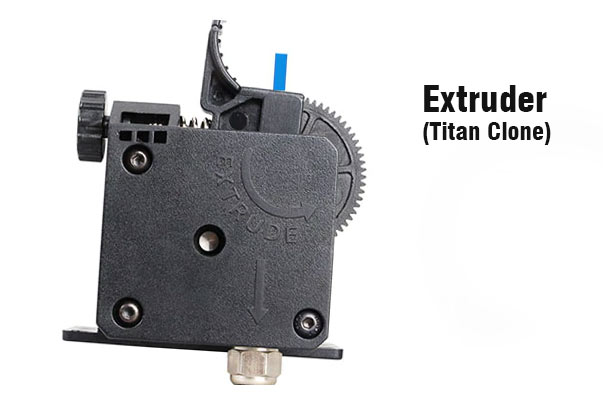 Bei anderen Materialien wie PLA oder PETG hat dieses Prinzip aber keine Nachteile, eine Vielzahl von Druckern arbeiten ja mit so einem Bowden Extruder. Da ein sogenannter Titan-Clone als Extruder verwendet wird, ist der Flsun Q5 aber auch in der Lage weicheres Material zu transportieren, diese Bauart hat sich in vielen 3D-Druckern bewährt.
Bei anderen Materialien wie PLA oder PETG hat dieses Prinzip aber keine Nachteile, eine Vielzahl von Druckern arbeiten ja mit so einem Bowden Extruder. Da ein sogenannter Titan-Clone als Extruder verwendet wird, ist der Flsun Q5 aber auch in der Lage weicheres Material zu transportieren, diese Bauart hat sich in vielen 3D-Druckern bewährt.
Ein kleines Manko haben wir dann aber doch noch beim Flsun Q5 gefunden. Er verfügt über keinen Filamentsensor, das heißt er kann nicht feststellen wenn das Filament auf der Spule zu Ende ist und somit den Druck nicht stoppen. Man muss also immer darauf achten dass man genügend Filament auf der Spule hat, ansonsten wäre das Modell am Ende nur halbfertig und dann wohl reif für die Tonne. Schade dass man die paar Euro eingespart hat, aber in der Praxis kann man damit leben.
Hier noch mal die wichtigsten Features des Flsun Q5 auf einen Blick
- relativ großer Druckbereich von 200 x 200 mm
- Beheizbares Druckbett mit Haftbeschichtung (ähnlich Ultrabase)
- 32 Bit Motherboard MKS Robin Nano V1.2
- Auto-Nivellierung an 27 Punkten
- Druckwiederaufnahme nach Stromausfall möglich
- Titan Extruder Clone (auch für flexibles Material geeignet)
- Vormontiert, sehr schnell fertig aufgebaut und betriebsbereit
- Da Druckbett sich nicht bewegt, ideal für Zeitraffer Aufnahmen (siehe unser Video)
- Stabile Metallkonstruktion mit bewährter Rollenführung
- Während Druck sehr leise, Schrittmotoren fast nicht hörbar, lediglich Lüfter könnten etwas leiser sein
- Touch-Display mit mehrsprachiger Menüführung (noch kein Deutsch, aber Englisch)
- USB-Anschluss und Speicherkarten Slot (Mikro SD), gut von der Seite erreichbar
- Präzision: 0.05mm
- Layer Stärke: 0,1 bis 0,4mm
- Bett-Temperatur bis 110° C
- Maximale Druck Geschwindigkeit: 30 – 300mm/s (typisch 60mm/sek)
- Düse: 0,4mm
Flsun Q5 – Lieferumfang und Aufbau
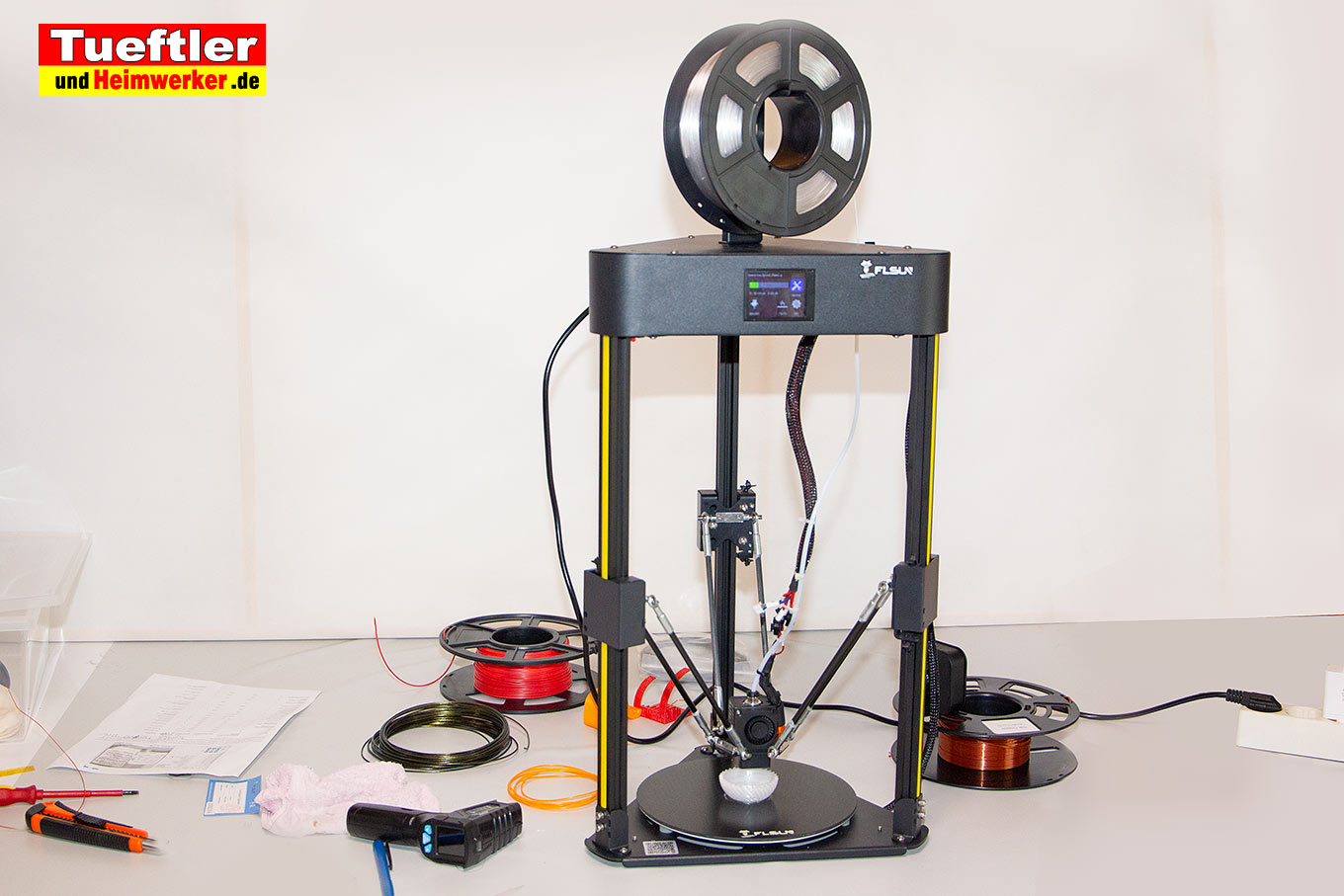
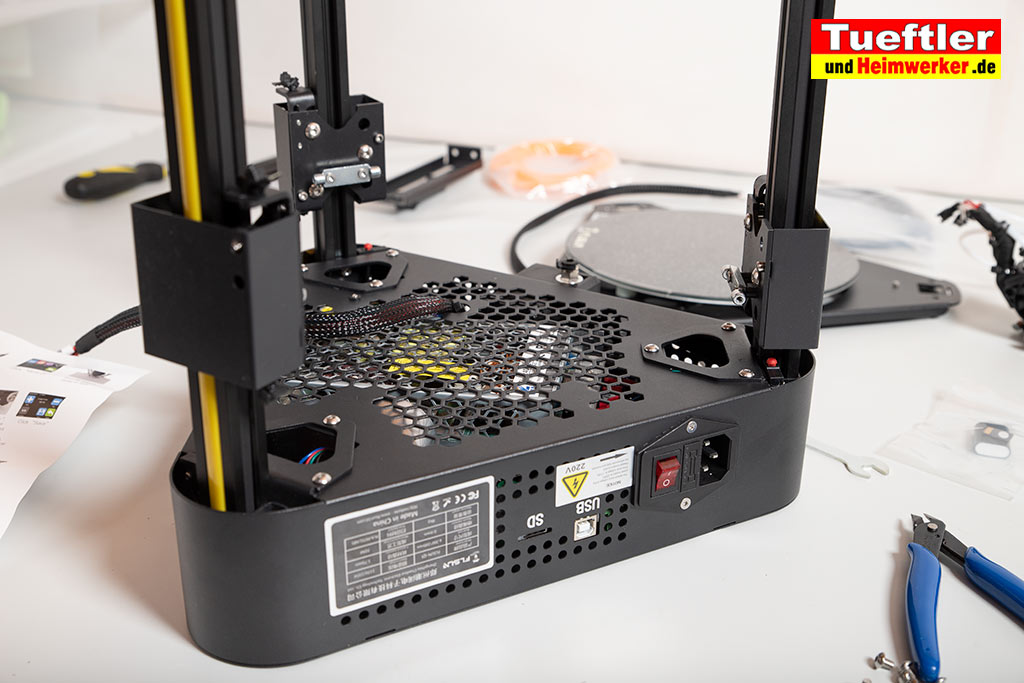
 Geliefert wird der 3D-Printer Flsun Q5 komplett vormontiert und gut verpackt in einem relativ kleinen Karton. Es ist fast alles montiert, er wurde im wesentlich nur in 5 Teile zerlegt, Oberteil, Unterteil und halt die drei vertikalen Streben an denen auch die Motoren und Schlitten bereits montiert sind, ich nenne sie nachfolgend mal Achsen. Die Montage und Inbetriebnahme ist relativ einfach und kann selbst von Laien innerhalb einer Stunde durchgeführt werden. Die Teile müssen nur zusammengesteckt und festgeschraubt werden, sowie einige Stecker müssen angesteckt werden. Das notwendige Werkzeug wie Inbusschlüssel, Seitenschneider und natürlich auch das Material wie Schrauben und Kabelbinder wird natürlich mitgeliefert. Enthalten ist im Lieferumfang auch gleich etwas PLA-Filament und eine kurze aber ausreichende Aufbauanleitung in englisch. Ich beschreibe Euch den Aufbau aber untern noch mal mit ein paar Bildern genauer. Im nachfolgenden Bild seht Ihr den kompletten Lieferumfang.
Geliefert wird der 3D-Printer Flsun Q5 komplett vormontiert und gut verpackt in einem relativ kleinen Karton. Es ist fast alles montiert, er wurde im wesentlich nur in 5 Teile zerlegt, Oberteil, Unterteil und halt die drei vertikalen Streben an denen auch die Motoren und Schlitten bereits montiert sind, ich nenne sie nachfolgend mal Achsen. Die Montage und Inbetriebnahme ist relativ einfach und kann selbst von Laien innerhalb einer Stunde durchgeführt werden. Die Teile müssen nur zusammengesteckt und festgeschraubt werden, sowie einige Stecker müssen angesteckt werden. Das notwendige Werkzeug wie Inbusschlüssel, Seitenschneider und natürlich auch das Material wie Schrauben und Kabelbinder wird natürlich mitgeliefert. Enthalten ist im Lieferumfang auch gleich etwas PLA-Filament und eine kurze aber ausreichende Aufbauanleitung in englisch. Ich beschreibe Euch den Aufbau aber untern noch mal mit ein paar Bildern genauer. Im nachfolgenden Bild seht Ihr den kompletten Lieferumfang.

Kompletter Lieferumfang des 3D-Druckers Flsun Q5
-

- Heizbett

-

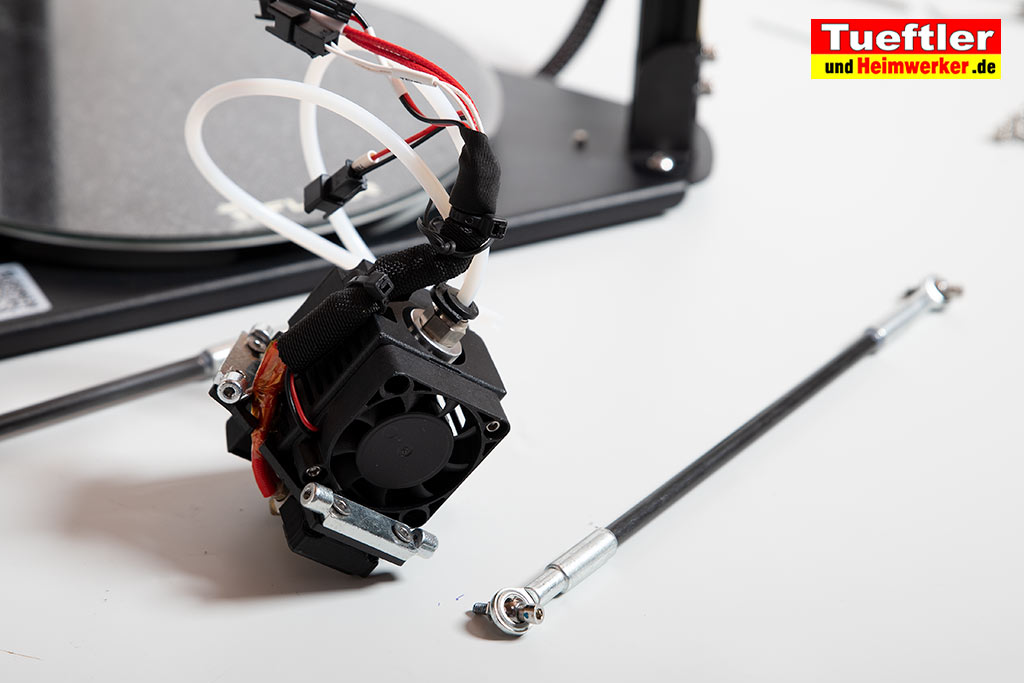
- Druckkopf
-

- Oberteil

-

- Autolevel-Sensor
-

- Haltestangen

-

- Spachtel

-

- Filamenthalter

-

- Netzkabel

-

- USB-Kabel

-

- Kleinteile

-

- Werkzeug

-

- Achsen (Säulen)

Aufbau Schritt für Schritt
Schritt 1: Achsen an Oberteil montieren
Um die drei Achsen zu montieren legt man am besten das Oberteil des 3D-Druckers mit der Unterseite nach oben auf einen Tisch. Dort wo die Achsen mit dem Schrittmotor eingesteckt werden, sieht man drei große Aussparungen. Bevor man die Achse komplett einsteckt, sollte man erst die beiden Stecker, die in der Aussparung zu finden sind, mit den Achsen verbinden. Es sind zwei Stecker, der weiße wird direkt am Schrittmotor eingesteckt und der schwarze mit der Kupplung an der Achse verbunden. Eine Verwechslung und Verdrehung ist eigentlich ausgeschlossen.
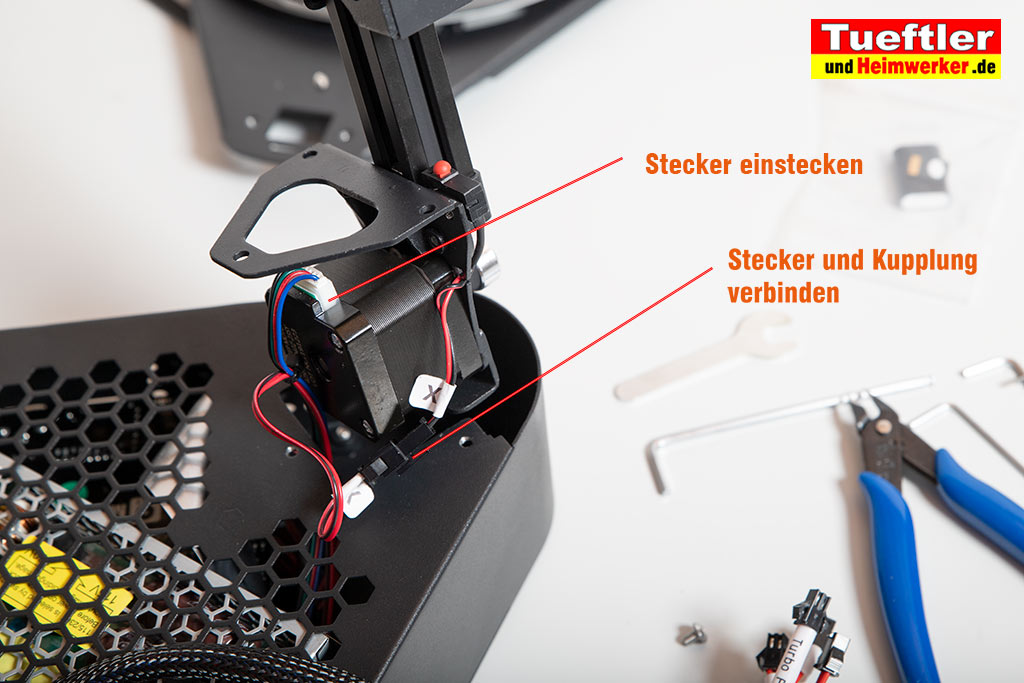
Anschließend steckt man die Achse mit dem Motor komplett in die Aussparung und schraubt diese mit drei Schrauben fest. Da er Hersteller für quasi alle Elemente die gleichen Schrauben nutzt, braucht man auch hier nicht lange nach den Schrauben zu suchen. Mit einem der Inbusschlüssel zieht man am Schluss alle Schrauben noch mal fest. Genau das gleiche machen wir mit allen drei Achsen. Beachtet dass die Achsen am Stecker als auch an den Kupplungen mit X / Y oder Z beschriftet sind. Es ist also wichtig dass Ihr immer die richtige Achse an der richtigen Ecke montiert, X an X, Y an Y und halt Z an Z.

Schritt 2. Unterteil anschrauben
Jetzt legen wir das Unterteil mit dem Heizbett nach oben auf den Tisch und stellen das Oberteil mit den drei montierten Achsen auf das Unterteil. Das Unterteil hat an den drei Ecken kleine Schlitze in welche die Achsen gesteckt werden, dadurch passt das Ganze sofort ohne dass man etwas justieren muss. Jede Achse wird anschließen mit zwei Schrauben auf dem Unterteil angeschraubt.


Schritt 3: Kabel zum Heizbett verbinden
Als nächstes verbinden wir das Kabel welches unten am Unterteil herauskommt oben mit den beiden Steckern.


Schritt 4: Gestänge am Druckkopf montieren
Nun verbinden wir die 6 Stangen mit dem Druckkopf. Auch hier kann man nichts verwechseln, alle Stangen sind quasi gleich, es ist also egal welche Stange wo angeschraubt wird. Die Schraube steckt auch schon in den Stangen, man muss sie also wirklich nur anschrauben und festziehen.
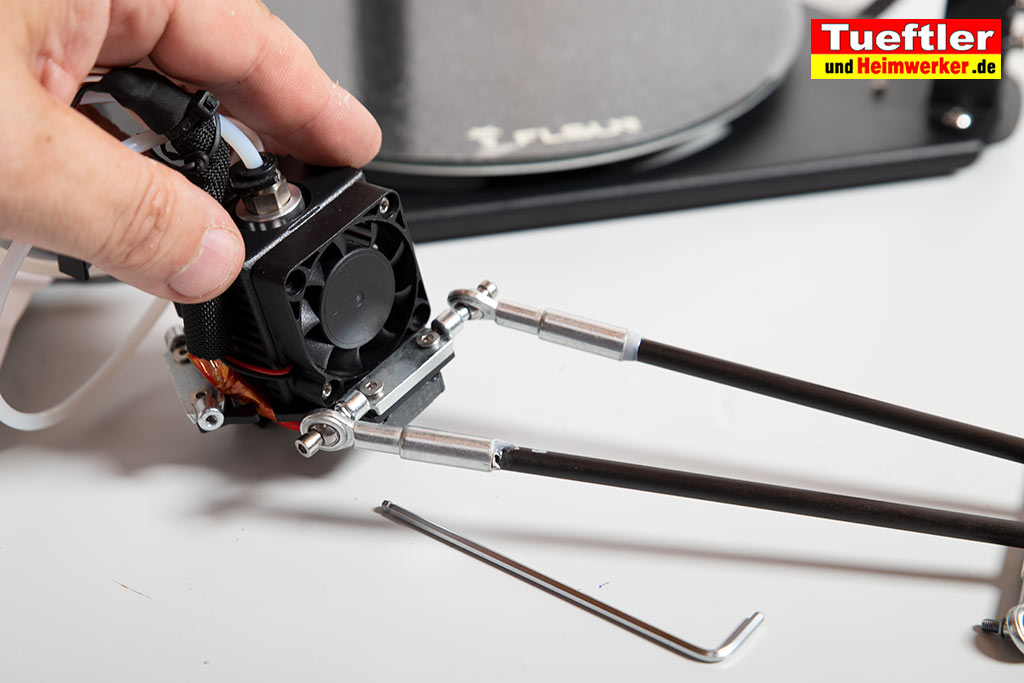
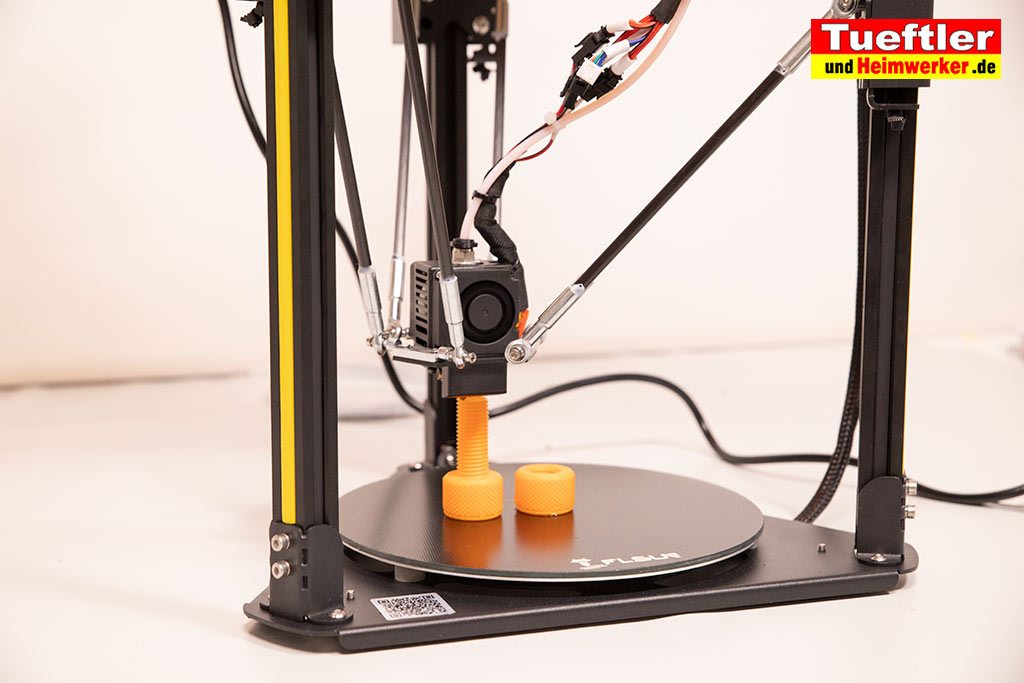
Schritt 5: Gestänge an den Wagen montieren
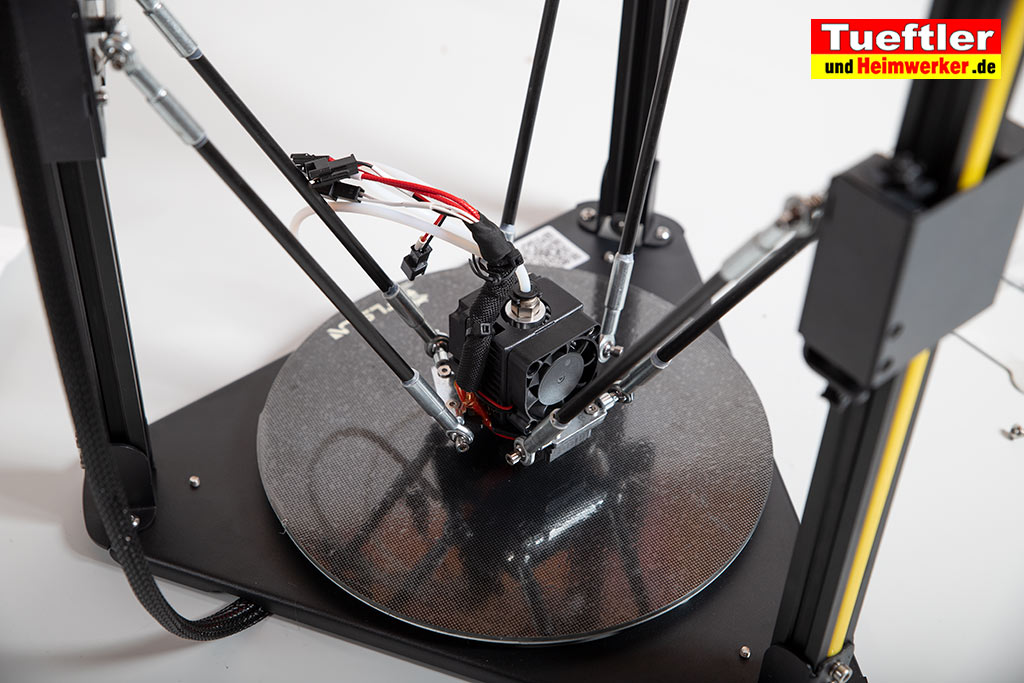
Sind alle Stangen am Druckkopf montiert, so kann man jetzt das andere Ende der Stangen mit den 3 Schlitten an den Achsen verbinden. Laut Anleitung soll man jetzt den Druckkopf so montieren dass der Bauteillüfter nach rechts zeigt, wenn man auf die Displayseite schaut. Im Grunde ist es aber ziemlich egal, ich habe den Hinweis erst später gelesen und ihn daher versehentlich andersherum montiert, was aber beim späteren Druck keinerlei Auswirkungen hat. Ich würde Ihn beim nächsten Mal so montieren, dass man gut auf die Düse schauen kann.

Schritt 6: Kabel zum Druckkopf verbinden
Nachdem der Druckkopf montiert ist, kann man auch die Verbindungskabel vom Druckkopf zum oberen Hauptgerät verbinden. Es sind mehrere Stecker mit entsprechenden Kupplungen zu verbinden, eine entsprechende Beschriftung schließt eine Verwechslung quasi aus. Beachtet dass die Buchse mit der Beschriftung „Level“ übrig bleibt und noch nicht verbunden wird. Diesen Stecker brauchen wir nur wenn der 3D-Drucker Flsun Q5 erstmalig automatisch kalibriert wird.

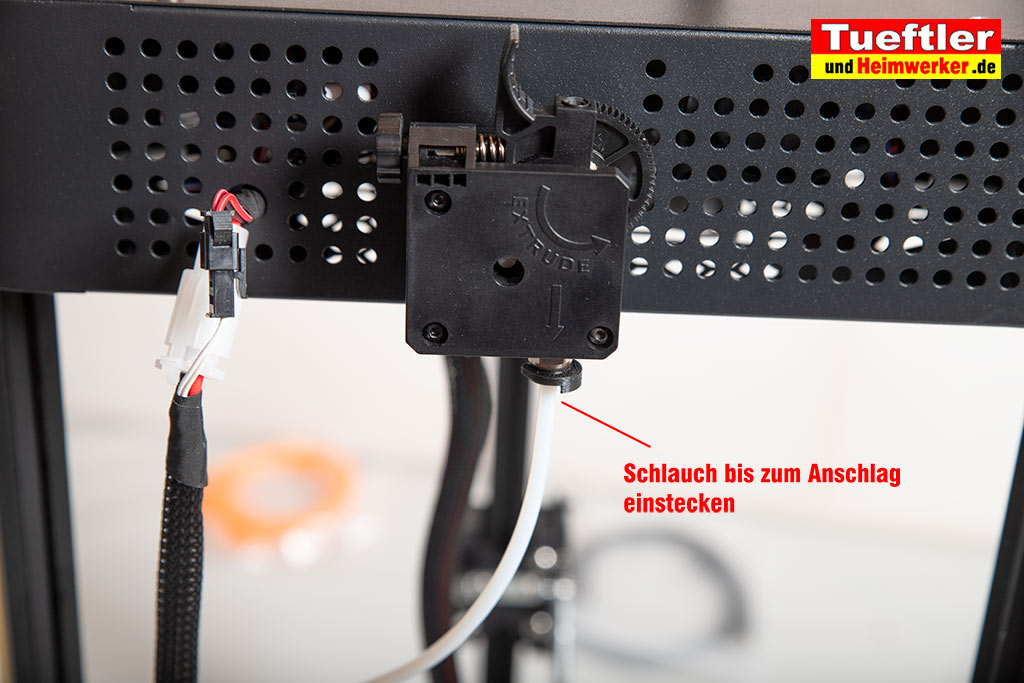
Schritt 7: PTFE Schlauch mit Bowden Extruder verbinden
Jetzt müssen wir noch den PTFE Schlauch, der ja schon am Druckkopf befestigt ist, mit unserem Extruder verbinden. Dazu wird das Ende einfach bis zum Anschlag von unten in den Extruder eingeschoben. Dieser Schlauch führt später das Filament zur Düse.
Schritt 8: Filamentrollenhalter montieren – FERTIG !
Als letzten Schritt montieren wir noch den Filamentrollenhalter auf der Oberseite des 3D-Druckers Flsun Q5. Dazu werden die beiden Metallprofile, wie in der Abbildung gezeigt, zusammengeschraubt und oben aufgeschraubt. Die Konstruktion des Filamentrollenhalters wirkte auf mich anfangs sehr banal, hat sich aber durchaus als sehr gut und praktisch erwiesen. Rollen unterschiedlicher Hersteller und Breite lassen sich problemlos einhängen und das Aufrollen funktioniert ebenfalls gleichmäßig und sauber. Es muss also nicht immer kompliziert sein.
-

- Filamenthalter

Als letztes bündeln wir mit den mitgelieferten Kabelbindern noch einige Male die Kabel mit dem Schlauch am Filamentkopf damit das Ganze etwas ordentlicher aussieht. Das war es schon, wir sind mit dem mechanischen Aufbau fertig und der 3D-Drucker Flsun Q5 ist im Grunde betriebsbereit.
3D-Drucker Flsun Q5 in Betrieb nehmen
Bevor man beginnen kann 3D-Modelle mit dem Drucker auszudrucken, muss man den 3D-Drucker noch „leveln“. Man muss dem Drucker quasi mitteilen wo genau die Bodenplatte (das Heizbett) beginnt. Geringst Abweichungen können hier zu Fehldrucken oder Haftungsproblemen führen, daher ist dieser erste Schritt bei jedem 3D-Drucker besonders wichtig.
Flsun Q5 beherrscht Autolevel

Autolevel-Sensor
Das besondere am 3D-Drucker Flsun ist, dass er trotz des überaus günstigen Preises das Kalibrieren durch eine Autolevel-Funktion nicht nur vereinfacht sondern auch deren Genauigkeit erhöht. Es wird nämlich ein zusätzlicher Sensor mitgeliefert, welcher den Abstand zur Bodenplatte an genau 27 verschiedenen Punkten misst. Dadurch wird eine besonders hohe Genauigkeit auf dem kompletten Druckbett erzielt, das können oft selbst deutlich teurere 3D-Drucker nicht.
Hier mal Schritt für Schritt erklärt wie Inbetriebnahme und Autolevel abläuft
Schritt 1. Autosensor am Druckkopf befestigen
Der mitgelieferte Autosensor ist magnetisch, er wird einfach von unten an den Druckkopf gesteckt und haftet von ganz alleine. Das Kabel des Sensors verbindet man einfach mit dem schon beschriebenen und beschrifteten Stecker „Leveln“.

Schritt 2: Netzstecker mit dem 3D-Drucker verbinden
Mitgeliefert wird ein handelsübliches Netzkabel. Wir verbinden das nun mit dem 3D-Drucker und schalten den Drucker auf der linken Seite ein.

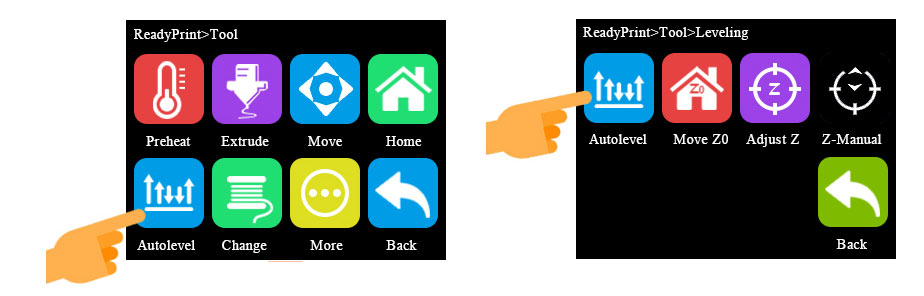
Schritt 4: Autolevel starten
Über das farbige Touch-Display klicken wir nun auf „Autolevel“. In diesem Untermenü klicken wir nochmals auf den Button „Autolevel“.
Anschließend tastet der 3D-Drucker Flsun Q5 automatisch mit dem Sensor das Druckbett ab. Ein präziser Mikroschalter ermittelt also genau an welcher Stelle das Druckbett beginnt. Das Ganze dauert ein paar Minuten da der 3D-Drucker die Platte an diversen Stellen abtastet, die Platte könnte ja nicht ganz eben sein. An den Stellen wo der Drucker den Abstand misst sieht man kurz eine LED aufblitzen und hört einen leisen Piepton.
Schritt 4: Autolevel nachjustieren
Nachdem alle automatischen Messungen durchgeführt wurden, muss man die zentrale Nullpunktposition noch manuell nachjustieren. Dazu legen wir ein ganz normales Blatt Papier auf das Druckbett.
Achtung: Nun müssen wir als erstes den Autolevel-Sensor wieder abnehmen, er wird nicht mehr benötigt und darf jetzt nicht mehr am Druckkopf hängen.
Danach drücken wir zunächst auf den Button „Move Z0“ und dann auf „Adjust Z“.
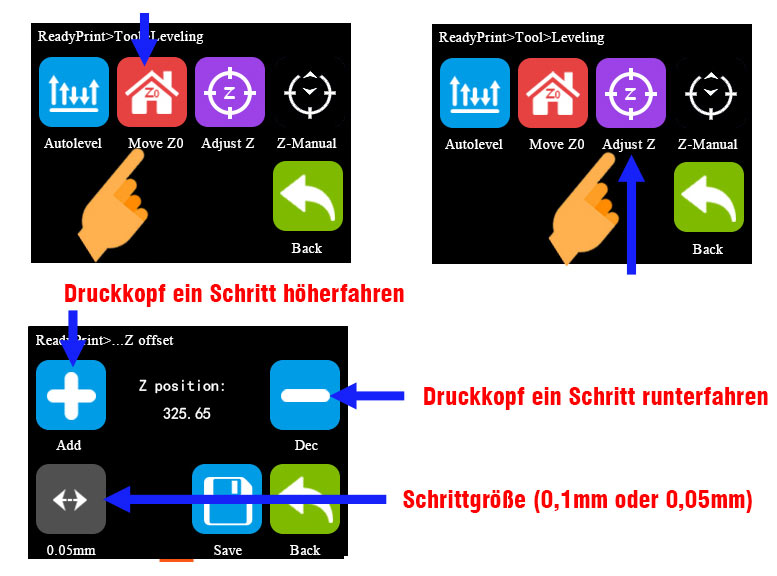
Jetzt kann man mit der Taste „-“ den Druckkopf einen Schritt herunter und mit „+“ einen Schritt nach oben fahren. Wir stellen die Höhe des Druckkopfes so ein, dass das Blatt Papier beim Herausziehen schon etwas am Druckkopf schleift. Also nicht zu tief einstellen dass es komplett fest eingeklemmt ist. Stimmt die Einstellung, drücken wir auf „Save“ und haben damit die Kalibrierung abgeschlossen.
Wenn später die erste Schicht nicht ordentlich haftet, haben wir immer noch die Möglichkeit den Abstand nachzujustieren.
Wir drucken unser erstes 3D-Modell mit dem Flsun Q3 Delta Drucker
Nachdem der 3D-Drucker zusammengebaut und kalibriert wurde, können wir die Funktion natürlich am besten testen indem wir einfach ein 3D-Modell drucken. Dazu müssen wir zunächst das Filament in den Extruder einführen. Wenn Ihr schon eine Filamentrolle dazu gekauft habt, dann hängt Ihr diese einfach in den oberen Halter. Das Filament sollte von oben abgerollt werden. Danach kann man im Menü auf „Tool“ und dann auch „Change“ klicken. Über den Button „In“ können wir nun das Filament einziehen lassen. Bevor der Einzug startet, wird die Düse automatisch auf Temperatur gebracht, das kann ca. 1 Minute dauern. Mir stecken während dieser Zeit das Ende des Filament bereits etwas in den oberen Extruder. Nachdem der Druckkopf aufgeheizt ist, müssen wir den Einzug noch mal bestätigen und danach drücken wir das Filament noch etwas fester in den Extruder bis es automatisch erfasst und eingezogen wird.

Wenn es ausreichend weit eingezogen ist, dann sollte bereits etwas Filament zur Düse herauskommen. Ist das noch nicht der Fall obwohl der Einzug schon gestoppt hat, so kann man einfach nochmal auf „In“ klicken, dann wird das Filament noch ein ganzes Stück eingezogen, das sollte dann in jedem Fall reichen.
Übrigens, ähnlich geht es auch wenn Ihr mal Filament wechseln möchtet, mit der Taste „Out“ kann man jederzeit das Filament auch wieder herausfahren.
Habt Ihr noch keine Filamentrolle gekauft, dann könnt Ihr natürlich auch das mitgelieferte Filament nutzen. Das mitgelieferte Filament ist leider nicht auf einer Spule, ihr müsst es also etwas aufwickeln und beim Einzug aufpassen dass es sich nicht verwickelt. Da es zudem ohnehin nur für ein bis zwei Modelle ausreicht, empfehle ich Euch lieber gleich eine komplette 1 Kg Spule zu kaufen, das erleichtert die Handhabung erheblich.
Der Drucker kann verschiedene Arten von Filament drucken, PLA, PETG, ABS und auch weiteres flexibles Material sollen funktionieren. Alles habe ich noch nicht ausprobiert, aber PLA und PETG geht wirklich sehr gut! Für den Einstieg empfehle ich Euch PLA, da es sich am einfachsten problemlos drucken lässt. Welches Filament ich nutze und empfehlen kann, habe ich schon in einem anderen Beitrag (siehe hier) beschrieben. Mein Lieblings Filament ist Kupfer Pla* und Sulu PETG Grau*. Für Deko Modelle empfehle ich PLA und für Modelle die etwas stabiler sein müssen PETG.
Drucken von der Speicherkarte
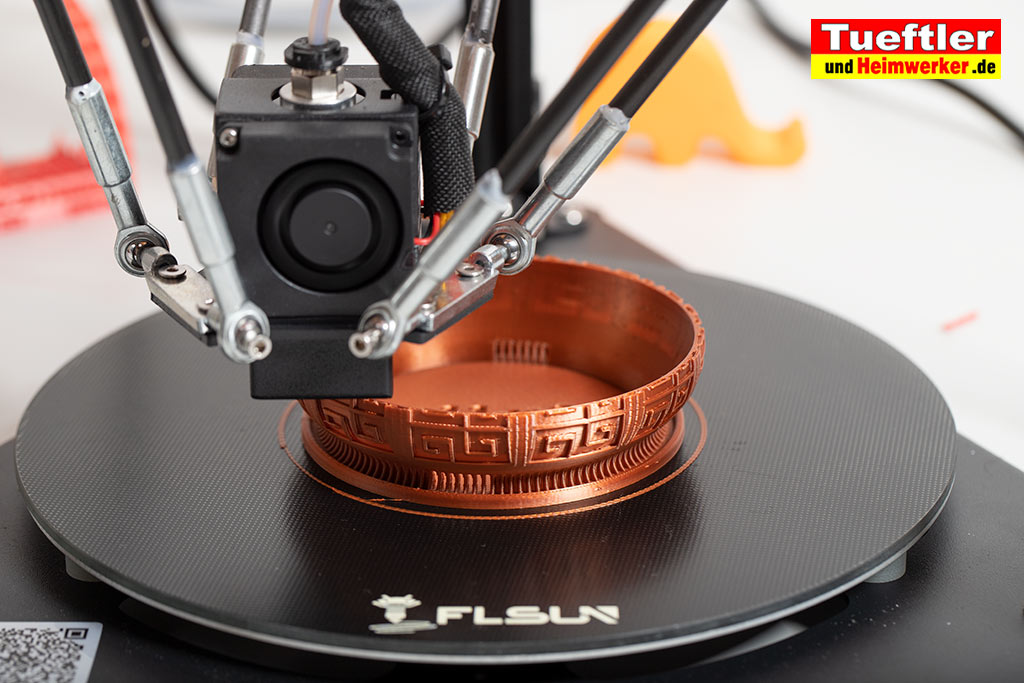
Um fertige Modelle auszudrucken muss man den 3D-Drucker Flsun-Q5 nicht unbedingt an den PC anschließen, ich mache das eigentlich nie. Der Drucker hat ja einen Micro-SD Schacht, von daher speichert man die zu druckenden Dateien einfach auf einer Speicherkarte und schiebt dann die Speicherkarte in den Drucker ein. Der Hersteller liefert neben einem USB-Stick auch gleich eine Micro-SD Karte mit einigen 3D-Beispielmodellen mit. Wir stecken also einfach die mitgelieferte Speicherkarte links in den Speicherkartenslot und drücken dann im Touch-Display auf „Print“.
Anschließend werden im Display alle Dateien und Unterverzeichnisse aufgelistet. Über Pfeilltasten können wir dann beispielsweise die Datei „test model-flsun knurling.gcode“ auswählen. Achtung, im Display werden lange Dateinamen immer etwas abgekürzt, also nicht wundern.
Nachdem die Datei ausgewählt wurde müssen wir den Start noch einmal bestätigen und dann geht es los.

Zunächst heizt der Drucker das untere Heizbett und danach die Düse auf. Die Temperaturen werden durch die Druckdatei selbst festgelegt, man muss da also jetzt nichts mehr einstellen. Bei dem genannten Beispielmodell waren es bei uns 70 Grad am Heizbett und 210 Grad an der Düse. Man sollte also PLA verwenden, da anderes Material anderen Temperaturen benötigt.
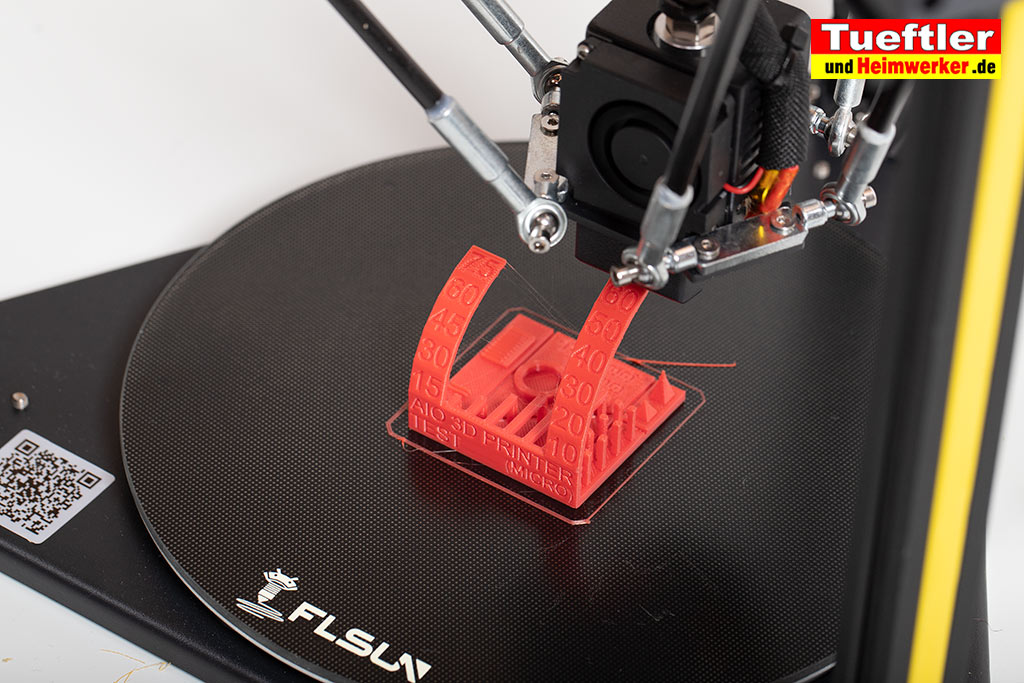
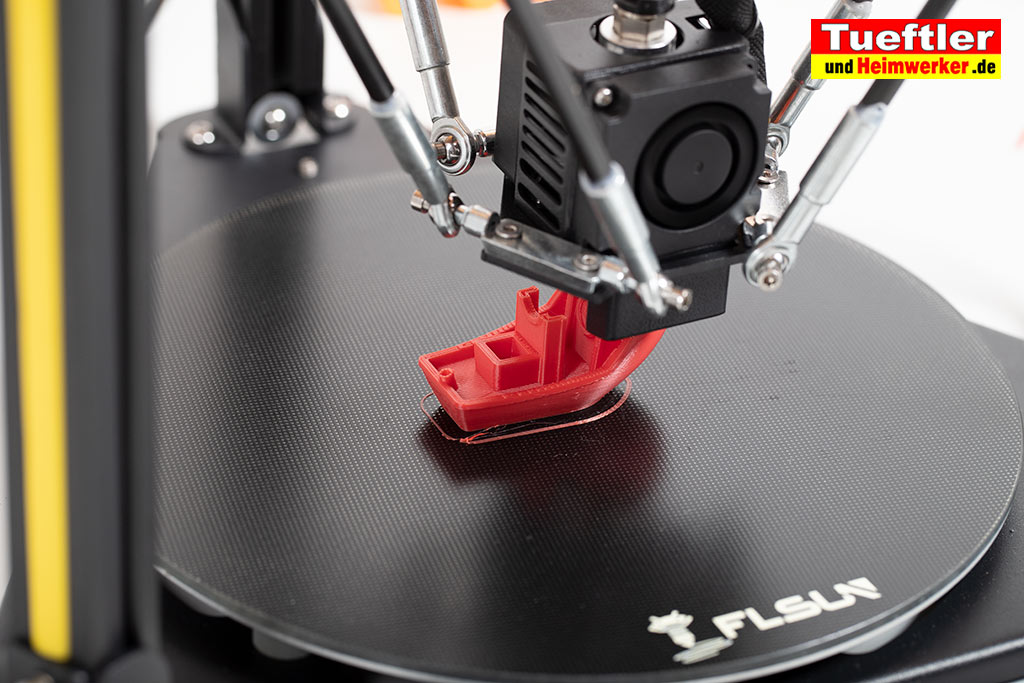
Der Drucker braucht etwa 2 Minuten bis er das Druckbett und etwa 1 Minute bis er Düse aufgeheizt hat. Nach insgesamt 3 Minuten sollte sich also der Druckkopf in Bewegung setzen und das 3D-Modell Schicht für Schicht drucken. Das Beispielobjekt besteht im übrigen aus einer Art Schraube und Mutter.
Der Druck kann je nach Größe des Modells, eingestellter Schichtdicke und eingestellter Geschwindigkeit natürlich unterschiedlich lange dauern. Bei größeren Modellen kann das nicht selten sogar mehrere Stunden dauern, also etwas Zeit muss man sich beim 3D-Druck schon nehmen. Natürlich muss man beim Druck nicht daneben stehen, der Drucker macht in der Regel ja alles alleine. Dennoch sollte man von Zeit zu Zeit mal nach dem Drucker schauen. Gerade am Anfang wenn man noch wenig Erfahrungen mit den Einstellungen und Temperaturen hat kann es auch mal zum Fehldruck oder Filamentsalat kommen. Um dann rechtzeitig stoppen zu können und kein unnötiges Filament zu verbrauchen, bietet sich eine regelmäßige Kontrolle an. Wenn der Drucker weiter weg steht, haben sich auch drahtlose Überwachungskameras, die man mit dem Smartphone kontrollieren kann, sehr gut bewährt.
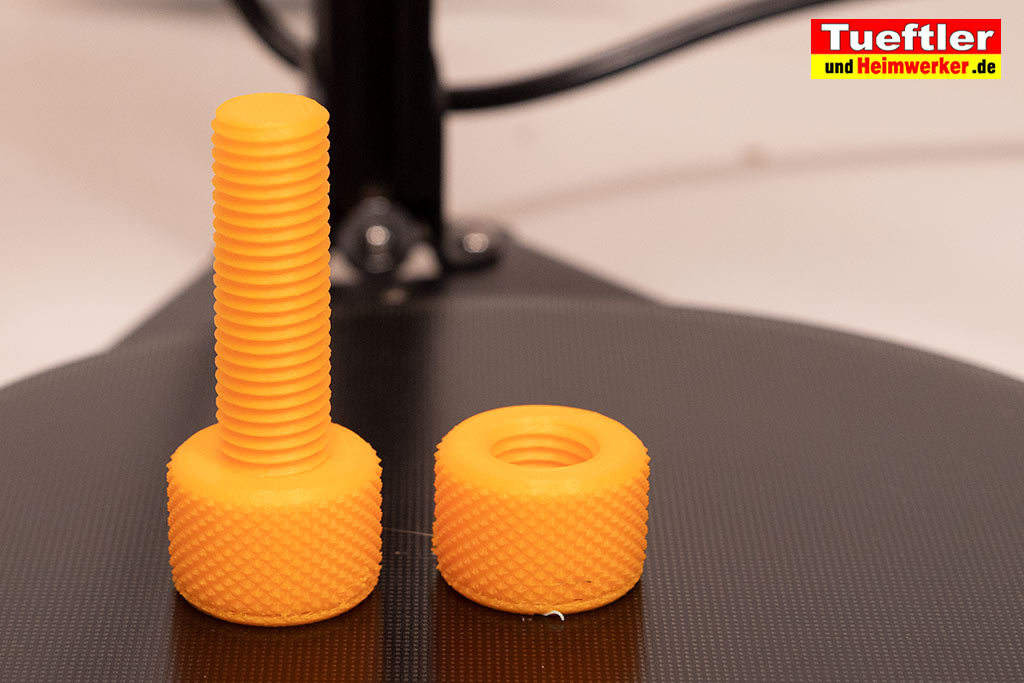
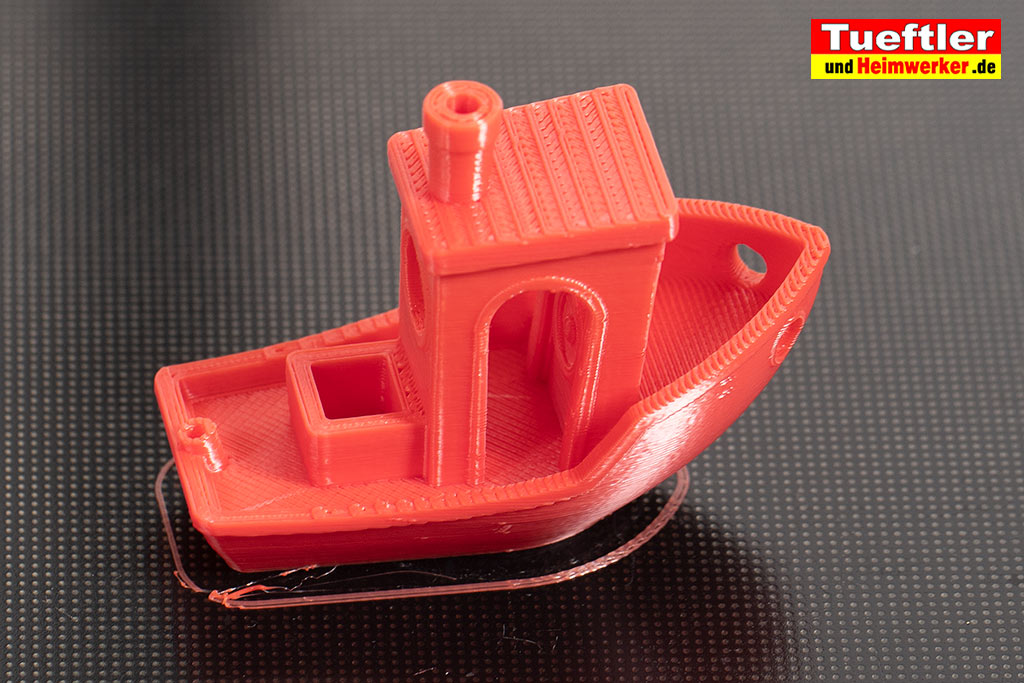
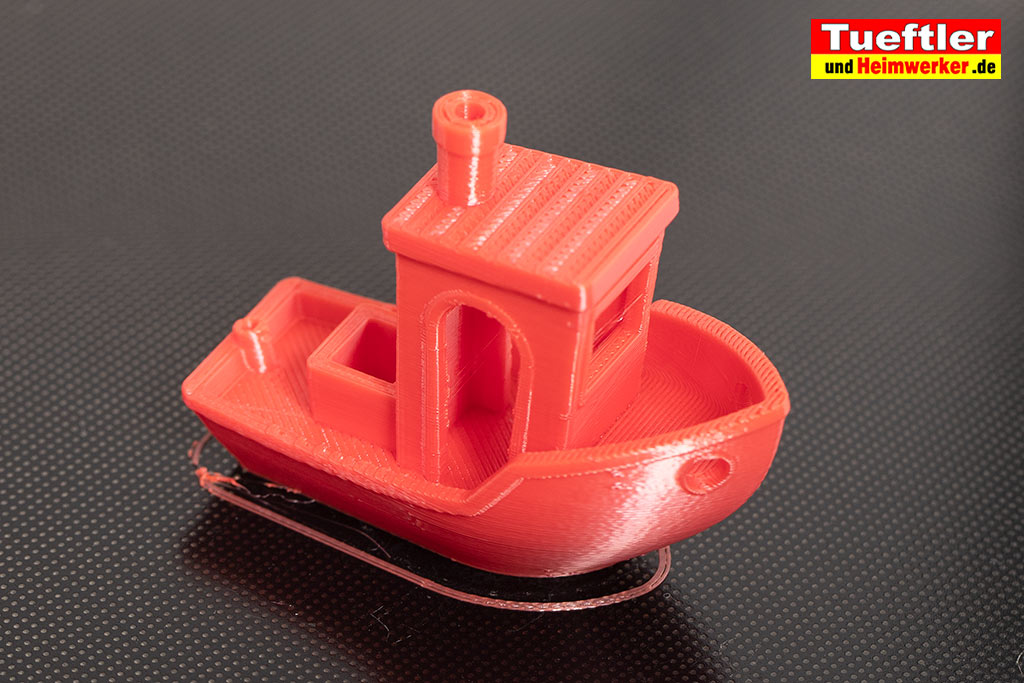
Perfekter erster Druck
Bei unserm Einstieg mit dem Flsun Q5 hat gleich der erste Druck perfekt geklappt, siehe Bild oben. Ich war sogar sehr überrascht über die wirklich gute und saubere Druckqualität. Ich habe zwar schon oft gelesen das Delta 3D-Drucker sehr gute Qualität abliefern, aber richtig glauben konnte ich es erst als ich es selbst gesehen habe. Ich hatte zuvor ja noch keinen Delta-Drucker getestet, bislang hatte ich nur 3D-Drucker die ganz normal mit horizontalen und vertikalen Achsen arbeiten, mein Lieblingsdrucker ist da der Artillery Sidewinder-X1 (siehe Test) Ich muss aber jetzt sagen dass die Qualität der Flsun Q5 Ausdrucke in nichts den Ausdrucken des Artillery Sidewinder X1 oder anderen 3D-Druckern nachsteht. Der Druck ist extrem sauber und auch flott.
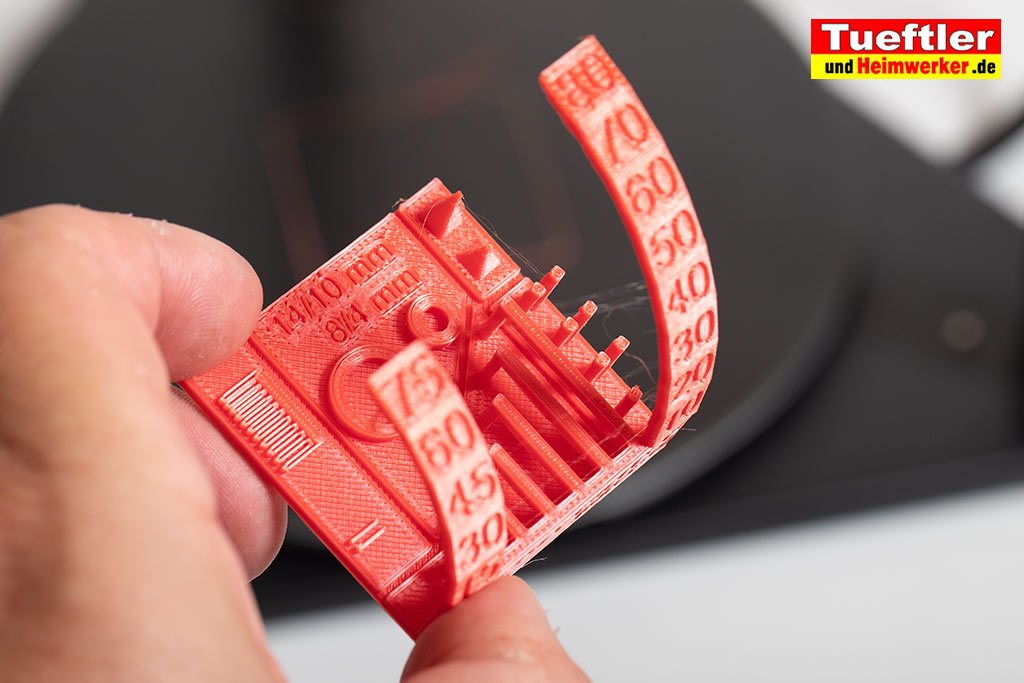
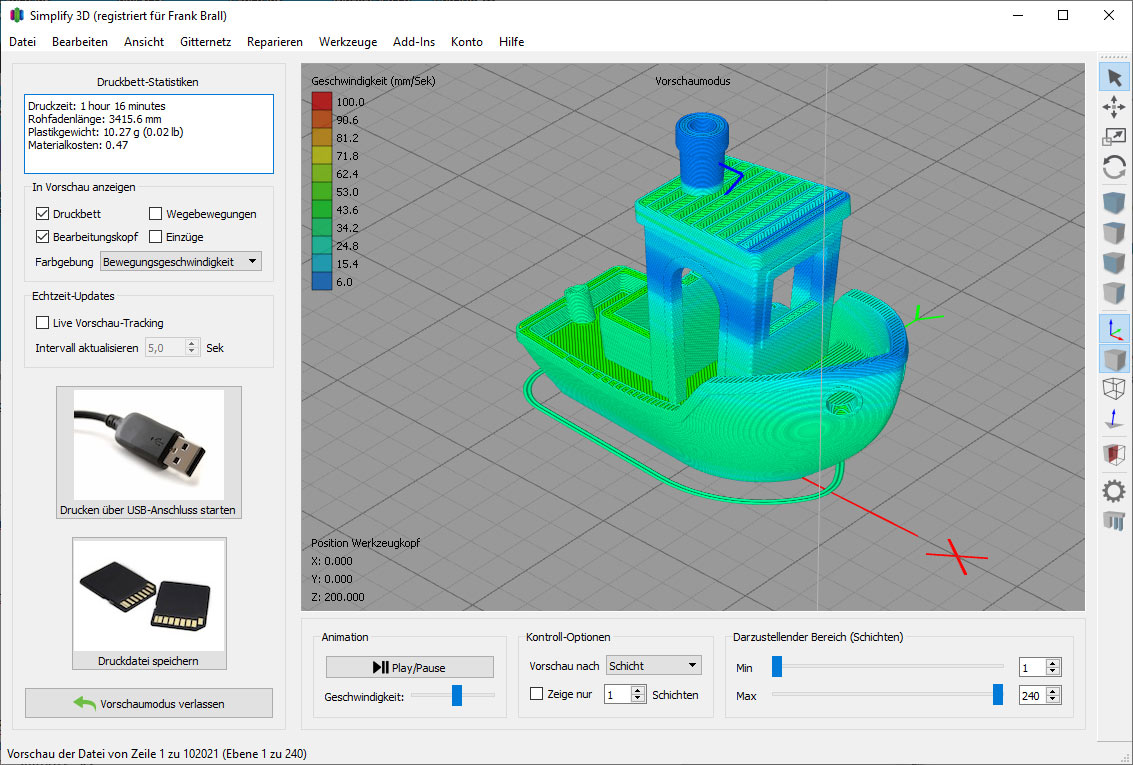
Um die Druckqualität besser beurteilen zu können haben ich noch allerlei Testmodelle ausgedruckt, nicht nur das berühmte 3D-Benchy. Ihr seht auf den unteren Bildern dass er alles perfekt gedruckt hat, auch Überhänge und Brücken aber auch feinste Strukturen wie seitliche Schrift sind wirklich gelungen. Und das mit einem nur leicht angepassten Standard-Profil des Sliders Simplify 3D. Man kann für den Flsun Q5 natürlich auch kostenlose Software nutzen um die 3D-Modelle in G-Code umzurechnen, die Programme Cura und Repetier-Host werden auf USB-Stick bereits mitgeliefert. Ich bevorzuge allerdings immer das Tool Simplify 3D, das Programm ist einfach sehr übersichtlich und unterstützt fast alle 3D-Drucker schon mit fertigen Profilen. Wie Ihr eigene 3D-Modelle gestaltet und wie ihr diese mit einem der genannten Slicer vorbereitet, habe ich im Tutorial zum Artillery Sidewinder X1 schon ausführlicher beschrieben, da es hier genauso abläuft empfehle ich Euch das Tutorial ebenfalls mal durchzulesen falls da noch Fragen offen sind. Die Software dient einfach dazu die 3D-Modelle, die oft im STL-Format vorliegen, in den sogenannten G-Code für den Drucker umzurechnen.
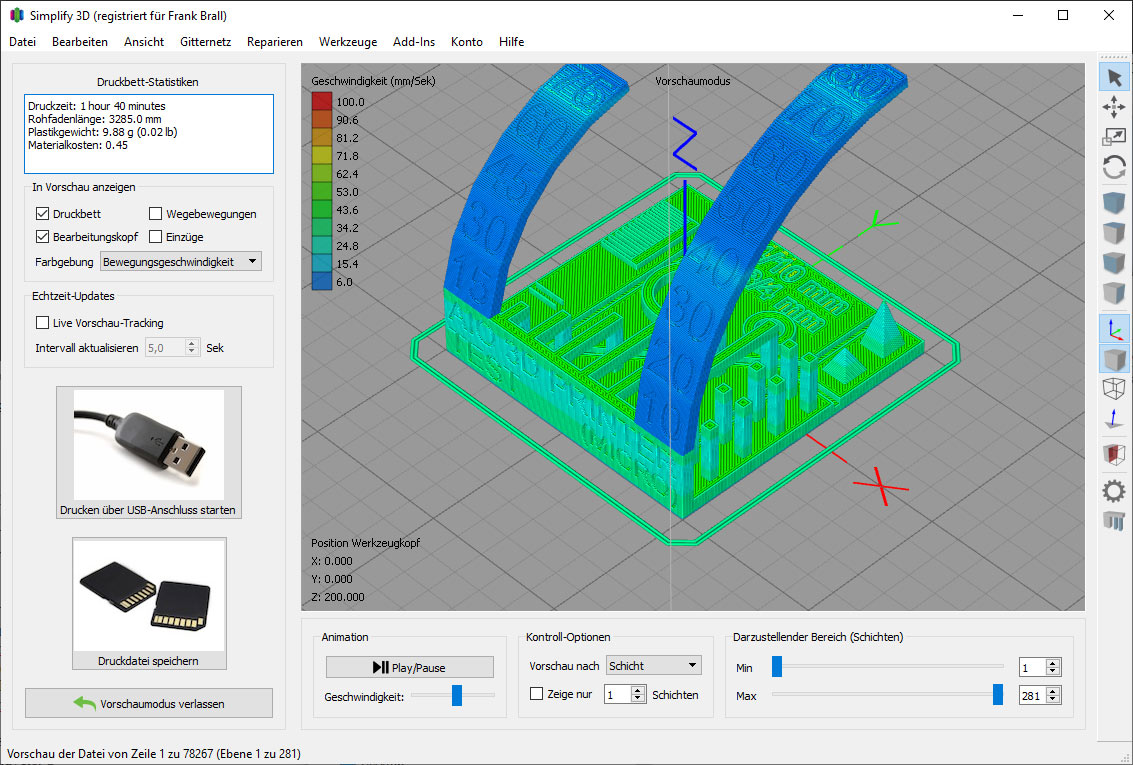
Ein paar Angaben zu den gewählten Druck-Einstellungen und Geschwindigkeiten
- 3D-Modell: All In One 3D Printer Test Quelle: https://www.thingiverse.com/thing:2975429
- Verwendetes Material: PLA – Bezug: Amazon*
- Verwendete Slicer: Simplify 3D – Bezug: Amazon* oder Hersteller
- Extruder-Temperatur: 200 C°
- Bett-Temperatur: 60 C°
- Layerhöhe: 0,2 mm
- Infill: 30%
- Stützstruktur: nein
- Top-Layers: 3
- Bottom-Layers: 3
- Skirt Konturren: 2
- Skirt-Abstand: 4mm
- Geschwindigkeit: 60mm/Sek
- Geschwindigkeit erste Layer: 50%
- Druckzeit gesamt (mit Aufheizzeit): 1 Stunde 31 Minuten
Ein paar Angaben zu den gewählten Druck-Einstellungen und Geschwindigkeiten
- 3D-Modell: 3D- Benchy – Quelle: https://www.thingiverse.com/thing:763622
- Verwendetes Material: PLA – Bezug: Amazon*
- Verwendete Slicer: Simplify 3D – Bezug: Amazon* oder Hersteller
- Extruder-Temperatur: 200 C°
- Bett-Temperatur: 60 C°
- Layerhöhe 0,2
- Infill: 20%
- Stützstruktur: nein
- Top-Layers: 3
- Bottom-Layers: 3
- Skirt Konturren: 2
- Skirt-Abstand: 4mm
- Geschwindigkeit: 60mm/Sek
- Geschwindigkeit erste Layer: 50%
- Druckzeit gesamt (mit Aufheizzeit): 1 Stunde 13 Minuten
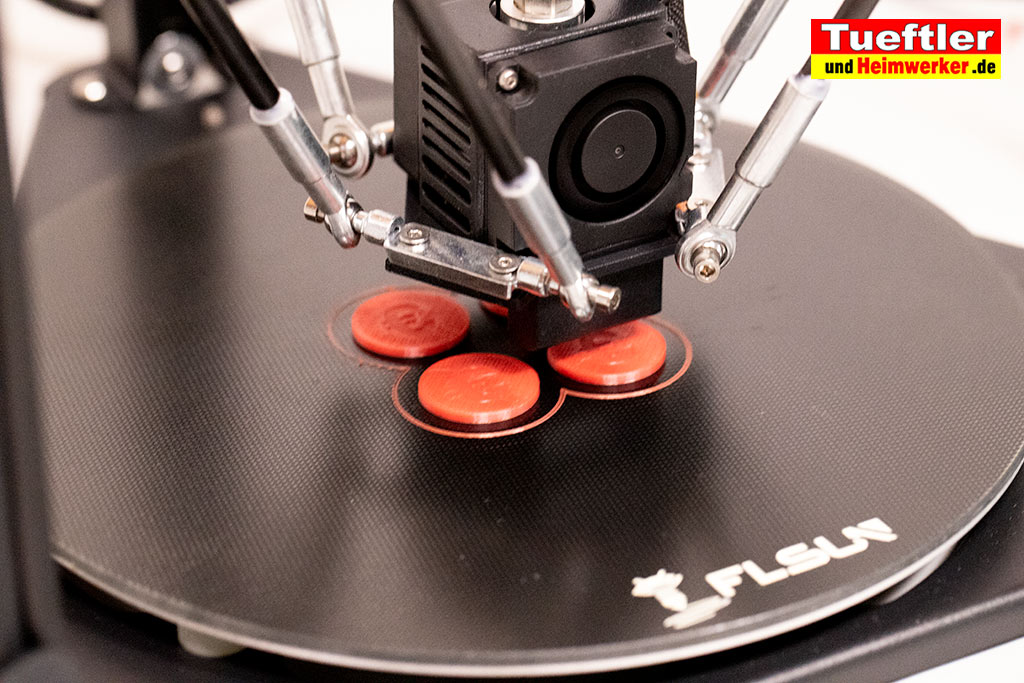
Hier noch ein paar PLA-Ausdrucke:

-
- Elefant
-

- Einkaufswagenchip
-

- Perfekter erster Druck
Bärenstarke Haftung auf dem Druckbett
 Nachdem das erste Modell gedruckt wurde sollte man die Heizplatte auf Raumtemperatur abkühlen lassen, dadurch lässt sich das Modell dann leichter von der Heizplatte abnehmen. Ich muss sagen dass die Haftung bei uns am Anfang extrem stark war, selbst bei Raumtemperatur musste man bei kleinen Objekten noch die mitgelieferte Spachtel zu Hilfe nehmen um die Modelle von der beschichteten Glasplatte (Art Ultrabase) zu nehmen. Später habe ich daher 3D-Modelle mit niedriger Betttemperatur von 60 bis 55 Grad gedruckt, das reicht für die Haftung bei PLA mehr als aus. Nach ein paar Ausdrucken lässt aber die Haftung des Betts auch ein wenig nach, was in dem Fall sogar ganz gut war, den bei den ersten Drucken war sie schon etwas zu stark.
Nachdem das erste Modell gedruckt wurde sollte man die Heizplatte auf Raumtemperatur abkühlen lassen, dadurch lässt sich das Modell dann leichter von der Heizplatte abnehmen. Ich muss sagen dass die Haftung bei uns am Anfang extrem stark war, selbst bei Raumtemperatur musste man bei kleinen Objekten noch die mitgelieferte Spachtel zu Hilfe nehmen um die Modelle von der beschichteten Glasplatte (Art Ultrabase) zu nehmen. Später habe ich daher 3D-Modelle mit niedriger Betttemperatur von 60 bis 55 Grad gedruckt, das reicht für die Haftung bei PLA mehr als aus. Nach ein paar Ausdrucken lässt aber die Haftung des Betts auch ein wenig nach, was in dem Fall sogar ganz gut war, den bei den ersten Drucken war sie schon etwas zu stark.
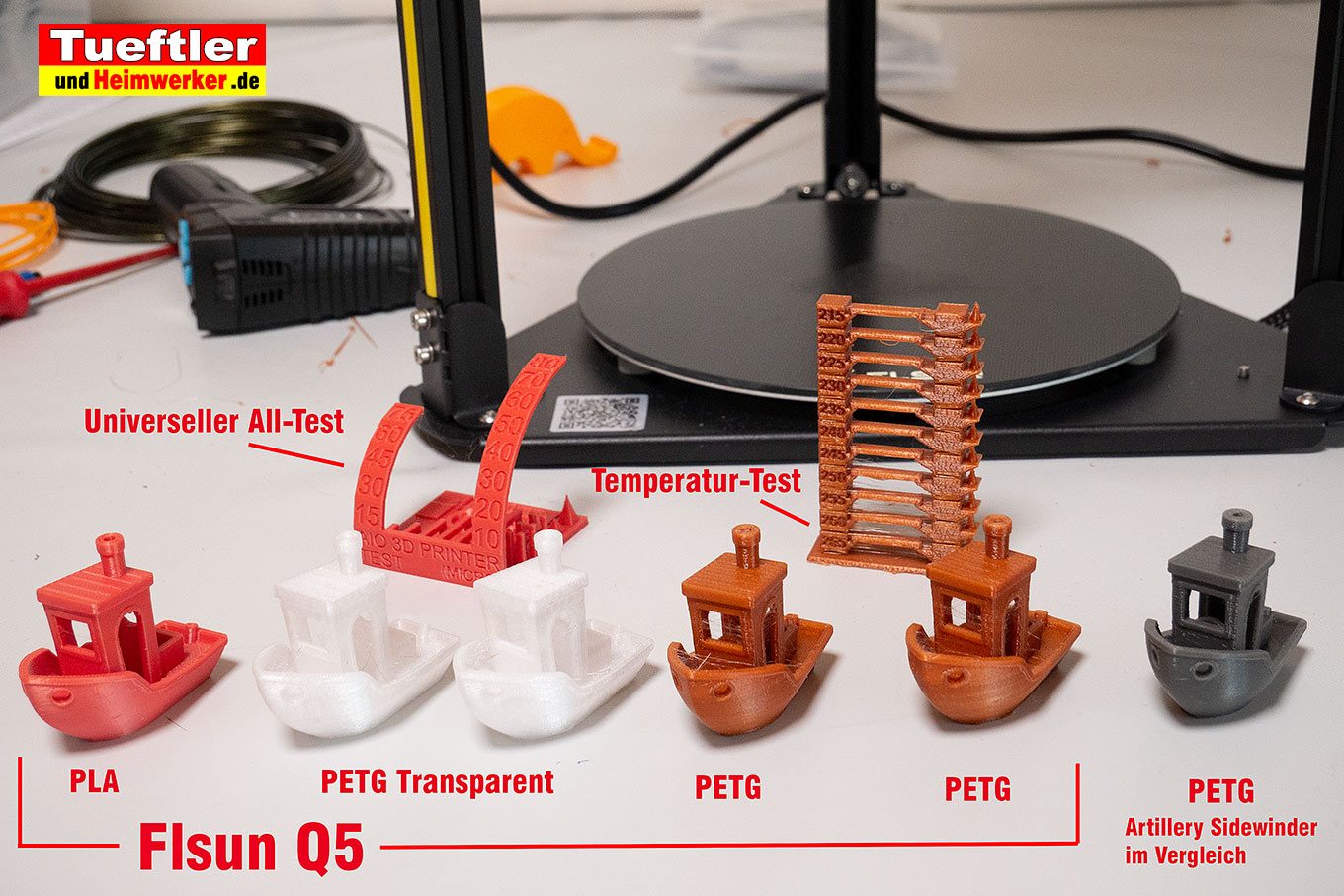
Etwas schwieriger war es die richtigen Temperaturen für das PETG Filament zu finden. Hier habe ich dann mit Bett-Temperaturen zwischen 70 und 80 Grad und Düsentemperaturen zwischen 240 und 260 Grad gute Erfahrungen machen können. Obwohl es in der Beschreibung nicht expliziert angegeben ist, druckt der FLSUN Q5 auch sehr gut mit PETG. PETG hat den Vorteil dass es bruchfester als PLA ist, daher bevorzuge ich dies in den meisten Fällen.
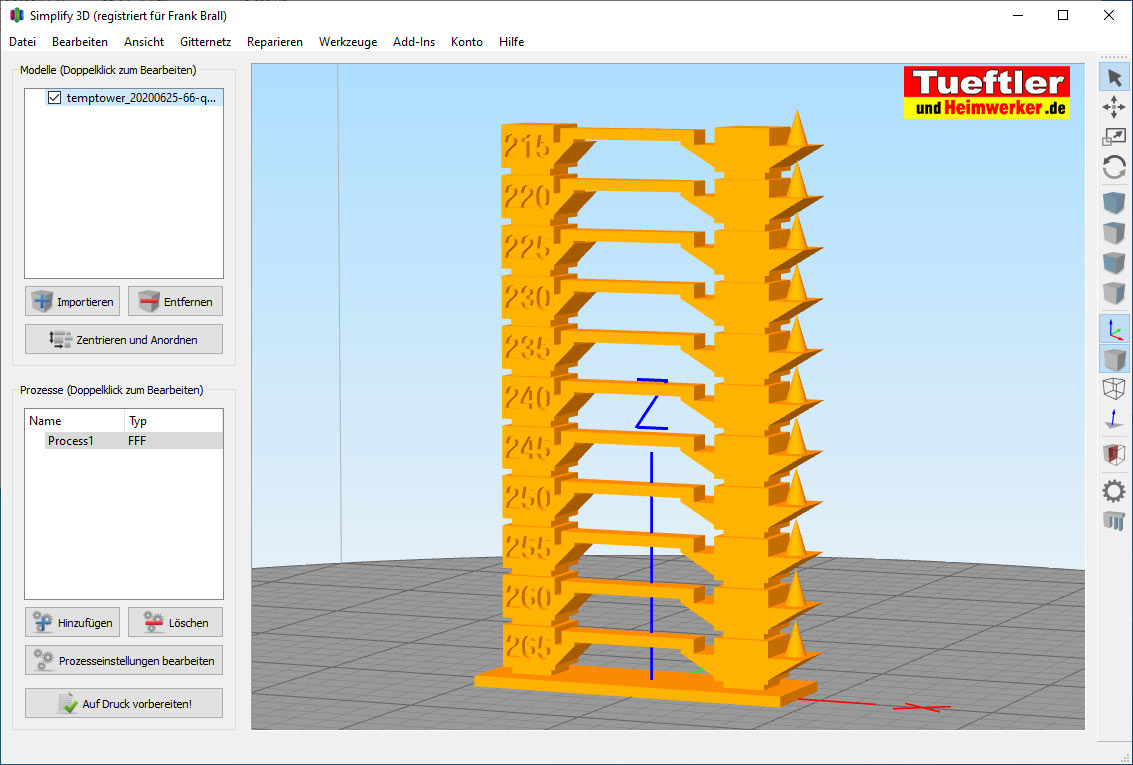
Sollte einmal die erste Schicht nicht sauber haften, dann justiert noch einmal den Nullpunkt etwas nach, es macht bei PETG tatsächlich etwas aus wenn Ihr den Kopf 0,05mm weiter hoch oder runter stellt. PLA ist hier nicht so empfindlich, da wird eine leicht falsche Einstellung auch toleriert. Wenn man sich einen kleinen Temperatuturm druckt (Bild unten), bei dem praktisch jede Etage die Temperatur um 5 Grad abgesenkt wird, kann man schnell herausfinden welche Temperatur bei Eurem Drucker und PETG ideal ist:
-
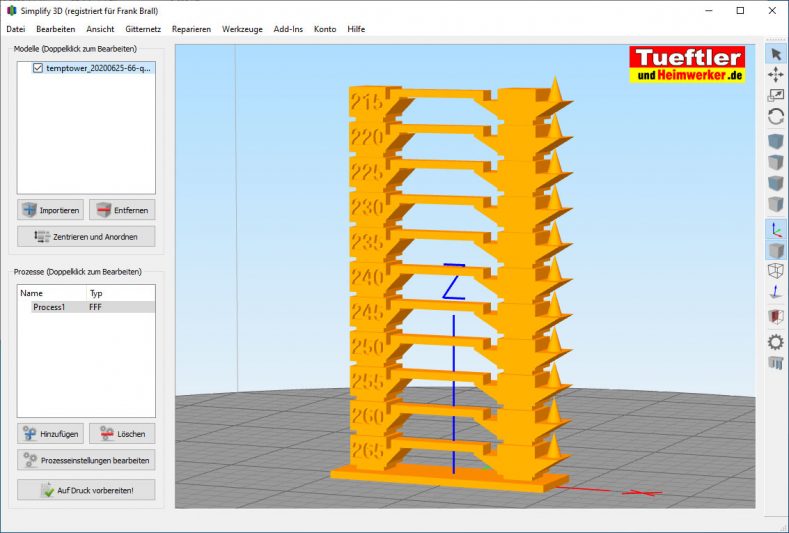
- PETG Temperatur-Test im Slicer
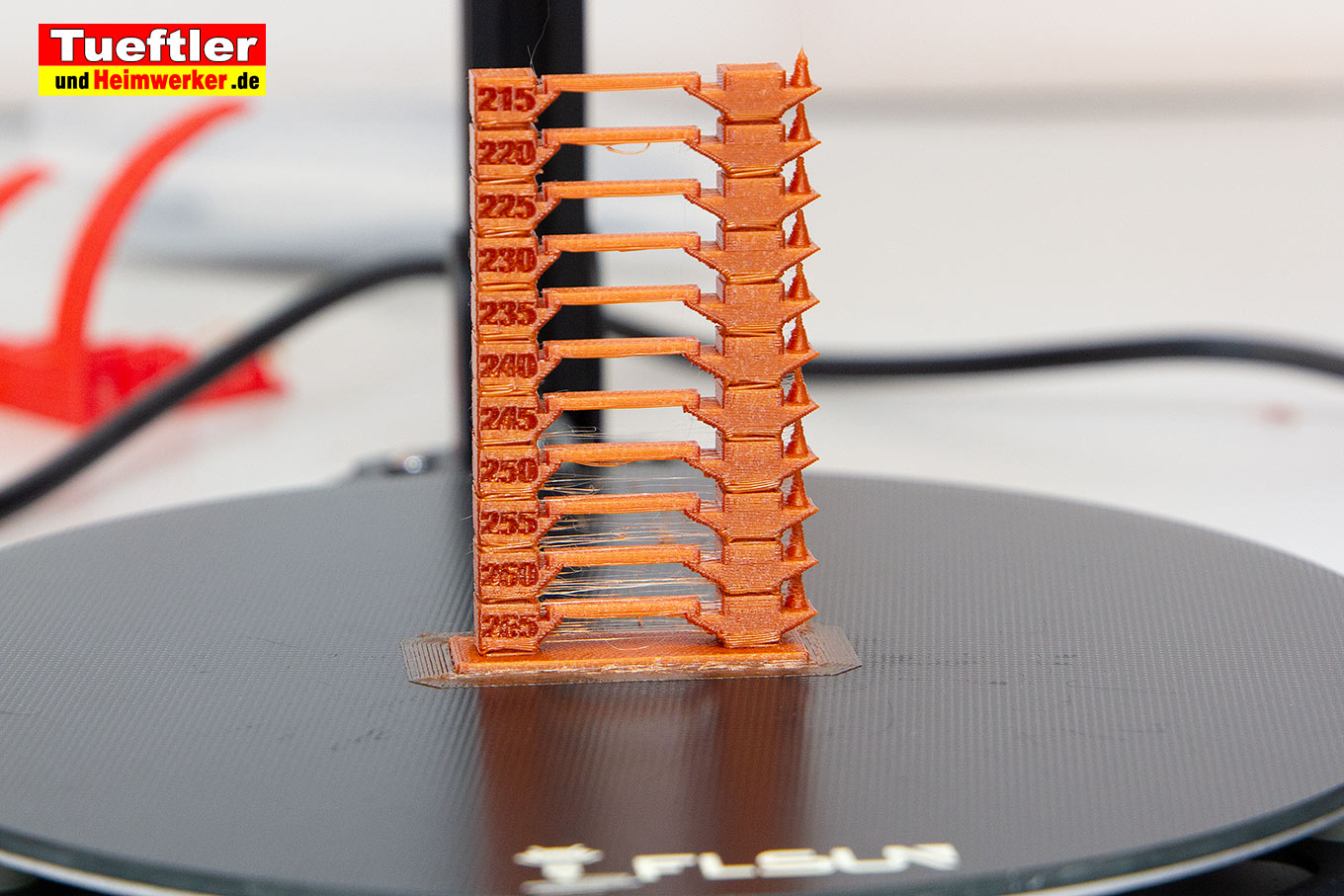
-
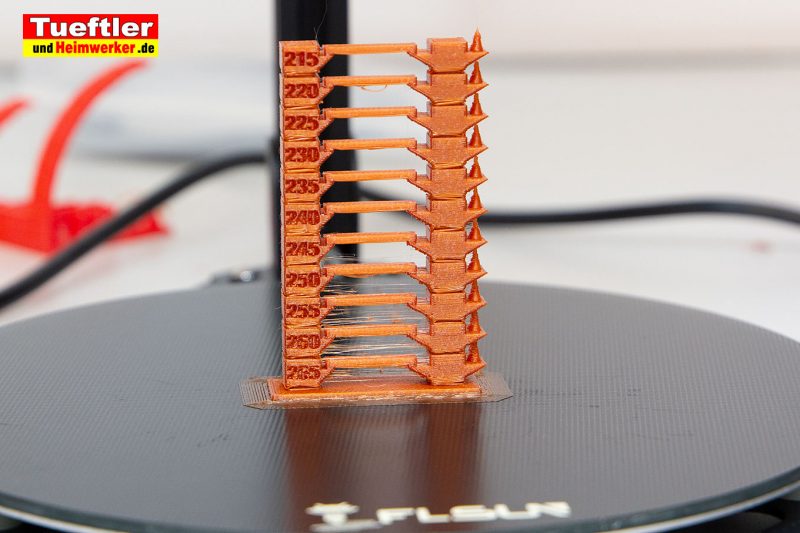
- PETG Temperatur-Test, über 245 C° verstärkt Fäden
Sollte PETG nicht ausreichend haften, dann erhöht etwas die Temperatur des Heizbetts und druckt einen sogenannten „Skirt“, also eine leichte Umrandung des 3D-Modells, dann klappt das wunderbar. Leider gibt der Hersteller nicht an welche maximalen Drucktemperaturen an der Düse zulässig sind, am Druckbett sollen angeblich bis zu 110 C° möglich sein. Genutzt habe ich bislang beim Bett maximal 80 Grad und bei der Düse 260 Grad, mehr habe ich mich noch nicht getraut aber mehr brauche ich auch nicht, die meisten Materialien nutzen ja niedrigere Temperaturen.
Falls Ihr auch den Slicer Simplify 3D nutzen wollt, könnt Ihr gerne meine verwendeten Druckerprofile für den Flsun Q5 kostenfrei herunterladen, ihr findet die Downloads am Ende dieses Tests.
Hier noch ein paar Bilder zu Ausdrucken mit PETG








Ein Blick auf die Technik des Flsun Q5
Das Heizbett ist sorgfältlig verarbeitet und heizte im Test von 20 auf 60 Grad in einer Minute und 55 Sekunden auf. Die gemessene Temperaturverteilung ist sehr gleichmäßig über das ganze Bett verteilt, sie liegt jedoch oft 3 bis 4 Grad unter dem eingestellten Wert.
-

- Heizbett
-

- Heizbett von unten
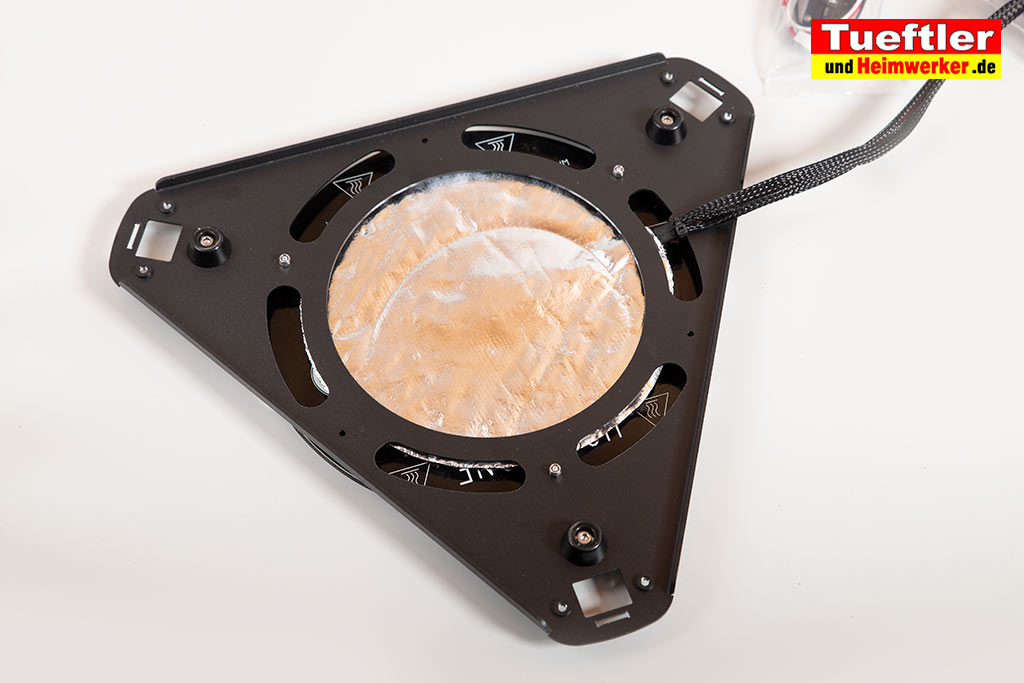
-

- Gute Wärmeverteilung

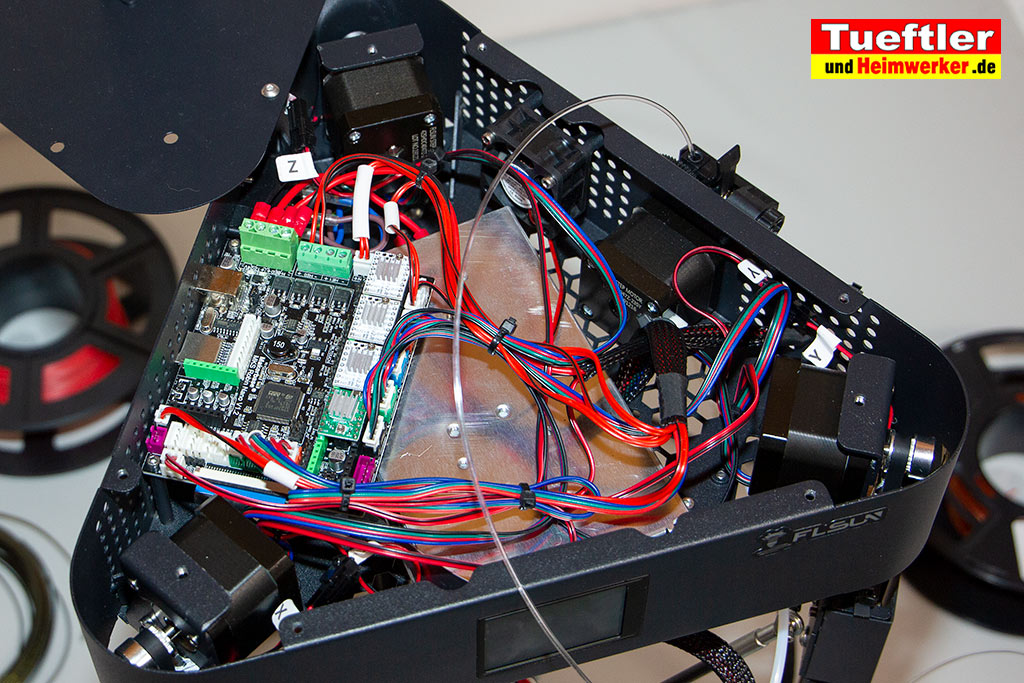
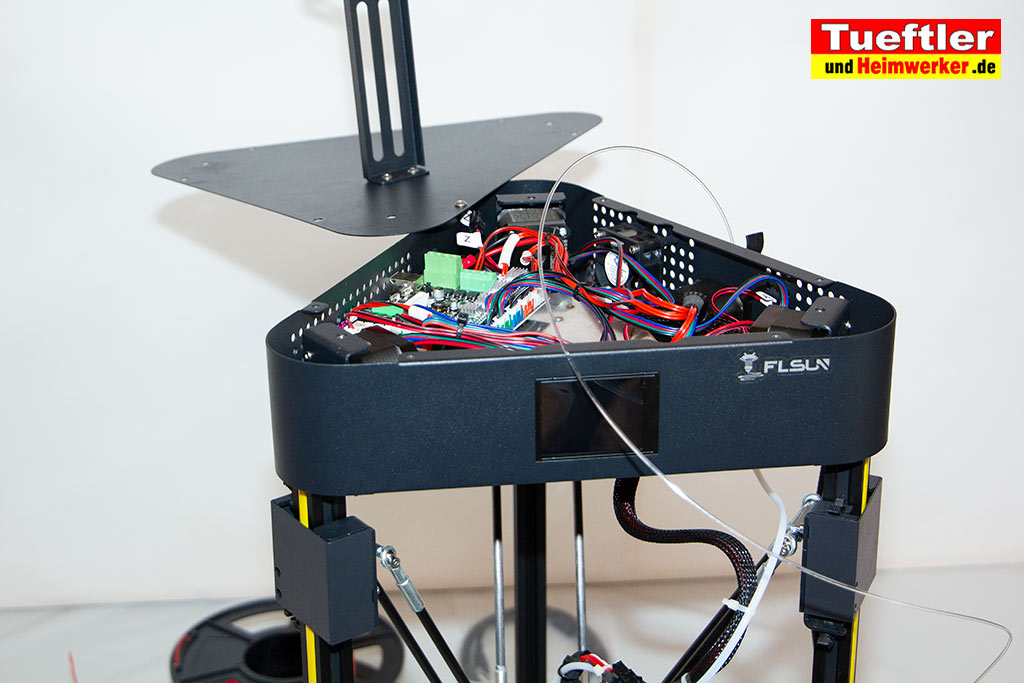
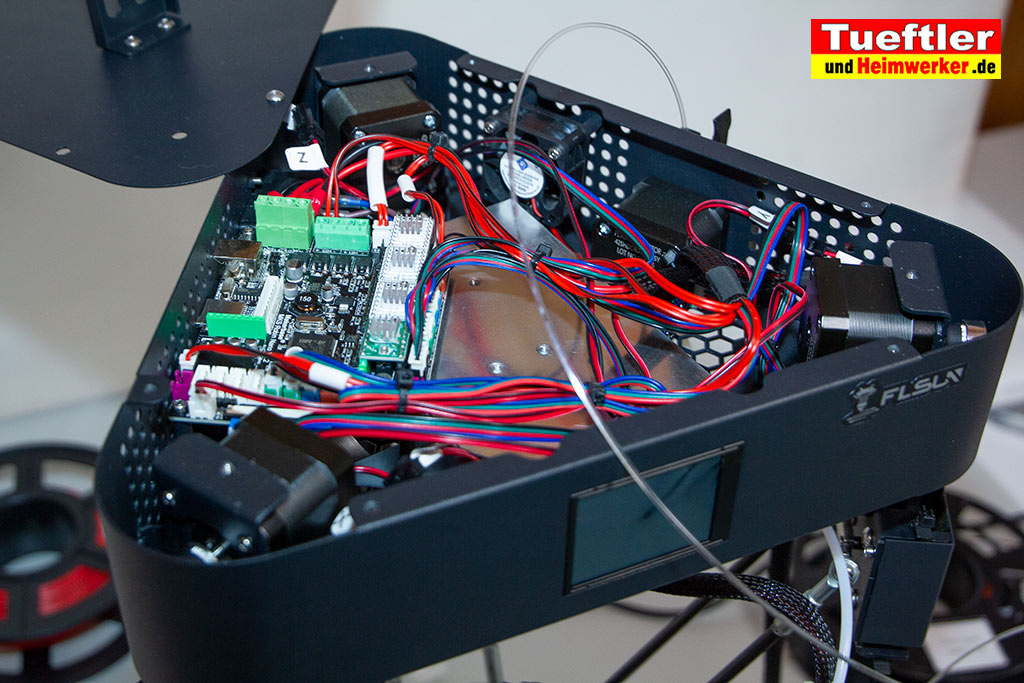
Der obere Deckel kann abgeschraubt werden. Man erreicht so sehr leicht die komplette Elektronik und die Motoren. Verbaut wurden wie schon erwähnt ein Board vom Typ MKS Robin Nano V1.2 mit hochwertigen gesteckten Schrittmotortreibern vom Typ Trinamic TMC2208. In der Mitte sieht man das montierte Netzteil.
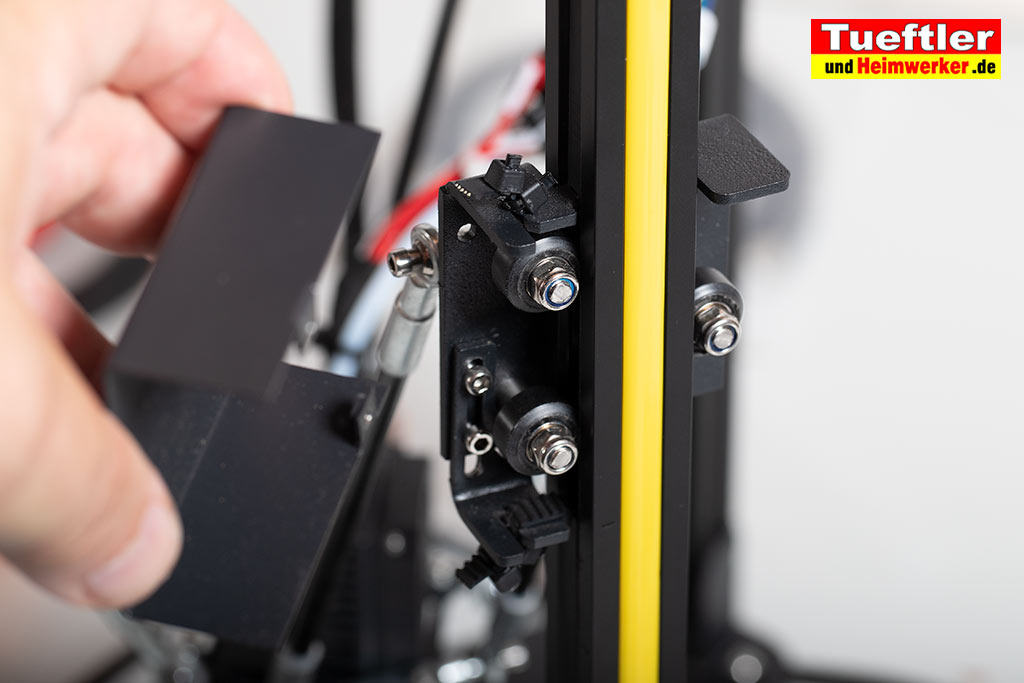
Die Schieber werden ordentlich ohne Spiel mit Rollen am Profil geführt und durch Zahnriemen innerhalb des Profils bewegt. Der Zahnriemen kann durch ein Langloch bei der Befestigung später auch noch nachgespannt werden. Die gelben Kunststoffstreifen dienen nur der optischen Gestaltung. Ein anderer Youtuber (siehe Video unten) hat erwähnt dass diese bei ihm sehr starken Plastikgeruch verbreiten, bei uns war das allerdings nicht der Fall.
Hier noch einen Blick in die Benutzerführung per Touchpad. Ich habe einmal die wichtigsten Touchpad-Menüs abfotografiert. Mit neuerer Firmware kann sich das natürlich ändern, denn man hat natürlich die Möglichkeit die Firmware zu aktualisieren. Die Bedienung ist weitgehend identisch mit anderen Druckern wie zum Beispiel dem Artillery Sidewinder X1.

Mein Fazit zum Flsun Q5
Nach dem mehrwöchigen Test des Flsun Q5 war ich wirklich sehr positiv angetan von dem kompakten Delta Drucker. Die Druckqualität stand in nichts teureren 3D-Druckern wie dem Artillery Sidewinder X1 nach. Ich hatte sogar den Eindruck dass er oft noch ein kleines Tüpfelchen sauberer druckt, aber das kann auch an den Einstellungen im Slicer liegen. Auf jeden Fall arbeitet er mit PLA und PETG hervorragend wie man auch aus meinen oberen Bildern sieht. Es ist schon beeindruckend wie sich sich die Arme so genau bewegen können. Der Aufbau ist flott durchgeführt, man muss nicht lange basteln. Der Drucker ist weitgehend vormontiert und innerhalb einer Stunde hat man leicht die zerlegten Teile zusammengeschraubt und gesteckt. Toll auch die automatische Kalibrierung, das bieten ansonsten kaum 3D-Drucker in dem Preissegment.
Die Verarbeitung ist wirklich sehr sehr gut, das hätte ich bei dem günstigen Preis so nicht erwartet. Bei der Geschwindigkeit gibt es nicht zu meckern, selbst bei PETG habe ich mit 60mm/Sek noch gute Ergebnisse erzielt, oft wird PETG ja sonst langsamer gedruckt. Ich habe den Drucker bei der Geschwindigkeit bisher zwar noch nicht an die Grenze gebracht, bin aber recht sicher dass er auch hier mit meinem flotten Artillery Sidewinder X1 mindestens mithalten kann.
Auch hinsichtlich Stabilität gibt es nichts zu meckern. Durch die drei starren Säulen und das Oberteil mit den Motoren, Netzteil und Elektronik steht er stabil und schwingt sich nicht auf. Die Rollenführung ist sauber verarbeitet, und hat keinerlei Spiel, jeder Wagen wird mit drei Rollen am Alu-Spezialprofil bewegt. Das Prinzip mit den Rollen und sowie die Bauart der Profile ist ganz ähnlich wie beim Sidewinder X1, wo ich auch sehr zufrieden bin.
Ich kann also wirklich bei dem Drucker nicht viel meckern, er macht was er soll und das sogar sehr gut bei einem echt günstigen Preis (siehe Angebote bei Gearbest* , Amazon*, Ebay*, Banggood*, Aliexpress*). Mein Lieblingsdrucker bleibt zwar weiterhin der Artillery Sidewinder X1, halt weil man da auch mal größere Dinge als 20x20cm drucken kann und halt wegen des Direkt-Extruder für TPU. Dennoch liebe ich inzwischen auch den Flsun Q5. Der größte Vorteil ist für mich dass er nur einen geringen Stellplatz braucht und ich ihn einfach im Büro nutzen kann. Er ist zudem sehr leise und stört beim Drucken kaum. Wer also einen platzsparenden 3D-Drucker sucht, der noch dazu mit 20x20cm ein ordentliches Druckvolumen bietet, der sollte sich auf jeden Fall den Flsun Q5 mal anschauen. Ich werde das Gerät weiterhin einsetzen und diesen Beitrag ergänzen, falls sich weitere nennenswerte Erfahrungen ergeben.
Nachtrag
Hinweis vom 20.09.20: Aktueller Gutschein-Code von Gearbest: J53599F7415EB001 Laut Gearbest* soll der Drucker mit Gutschein für 174 € im Shop* erhältlich sein. Wie lange die Aktion gültig ist, ist uns nicht bekannt.
Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren
Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren
Technische Daten zum FLSUN Q5
| FLSUN Q5 | |
|---|---|
| Fertiggerät: | Ja (zerlegt in 5 Teile) |
| Druckfläche: | 200x200x200 mm |
| Düsendurchmesser: | 0,4mm |
| Druckfläche beheizt: | Ja, max 110°C |
| Bestehend aus: | Alu / Glas (Art Ultrabase) |
| Schichtdicke: | 0,1-0,4mm |
| XYZ Auflösung | 0.05mm, 0.05mm, 0.1mm |
| Druckgeschwindigkeit: | 30-300mm/s Unsere Empfehlung bei PLA 60-80 mm/s Unsere Empfehlung bei PETG 50 mm/s |
| Filament Durchmesser: | 1,75 mm |
| Düsentyp | Volcano |
| Direct Extruder | Ja Titan Clone |
| Unterstützt Filamente wie | PLA, ABS, PETG, Flexibles Material |
| Druckt auch flexibles Material wie TPU | Noch nicht getestet, vermutlich nein |
| Spannung: | 110-240V |
| Slider-Software enthalten: | Ja, Repetier-Host und Cura |
| Drucker wird bereits von Simplify 3D unterstützt | Ja (besonders gut klappt es mit den etwas angepassten Profilen von uns, Download kostenlos oben) |
| LCD: | Ja, Farbdisplay mit Touchfunktion |
| Dateiübergabe per USB-Stick | Nein |
| Dateiübergabe per SD-Karte | Ja, Mikro SD |
| Anschluss an PC | per USB möglich |
| Gewicht | ca. 7kg |
| Filament-Ende Sensor | Nein |
| Weiterdrucken nach Stromausfall / Filament-Ende | Ja |
| Größe des Gerätes | 33x33 cm Höhe 71 cm mit Filamenthalter |
| WLAN | Nein |
| Endabschalter Art | Mikroschalter |
| Eingebaute Board | MKS Robin Nano V1.2 |
| Weitere Besonderheit | Sehr leiser und flotter 3D-Printer. Besonders angenehm ist die kompakte Delta-Bauweise, man benötigt nur kleinen Stellplatz trotz relativ großem Druckvolumen. |
| Bezugsquellen-Link | Gearbest* AliExpress* Amazon* Ebay* Banggood* |
| Bezugsquelle Volcano-Ersatzdüse | Volcano Ersatzduese 4mm M6* |
Download Links zu 3D-Modellen die im Beitrag / Video gezeigt wurden
- Download All In One 3D Printer Test – STL-Datei
- Download 3D- Benchy – STL-Datei
- Download Customized Temperature Tower – STL-Datei
- Download Glas Strohalm Ständer / Glass straw stand – STL-Datei
- Download Kalibrierung Hilfe 10x10x10 – STL-Datei / Sketchup-Datei
- Download Pfeife V29 – STL-Datei
- Download Spiral Vase– STL-Datei
- Download Succulent Planter 11. – STL-Datei
- Download Einkaufsmuenze – STL-Datei
- Download Knurling bolt and nut – STL-Datei
- Download Elephant smart phone holder – STL-Datei
Download Simplify 3D Profile für Flsun Q5
Um die Profile zu nutzen, einfach ZIP-Archiv entpacken und die Datei im Programm Simplify 3D importieren (Menü Datei / FFF-Profil importieren). Mit diesen Profilen habe ich gute Ergebnisse erzielt, aber natürlich lassen sie sich sicherlich noch weiter optimieren. Das PETG-Profil streicht die Düse vor dem Ausdruck automatisch am Druckbett ab, was zu besseren Ergebnissen führt.

Weitere Links zum Thema 3D-Druck
- 3D-Druck Einstieg mit Simplify 3D und Artillery Sidewinder X1
- Test des Artillery Genius, kleiner Bruder des Sidewinder X1
- 3D-Druck Einführung am Beispiel des JGAURORA A5
- Video welches Cura-Software erläutert
- Infos zum STL-Format (Wikipedia)
- Video zum 3D-Printer
- Bücher zum Thema 3D-Druck
- Filament Test – Welches ist empfehlenswert und welche Slicer Einstellungen sind nötig?
- Flsun Q5 Anbieter Gearbest* , Amazon*, Ebay*, Banggood*, Aliexpress*
- Bezug Software Cura
- Bezug Simplyfy 3D Amazon* oder Hersteller
- Simplify 3D – Deutsche Anleitung
- Buch zu Simplify 3D*
- Interessante 3D-Modelle und Modellgruppen
- Schneller und effizienter heizen – Heizungslüfter für Heizkörper selber bauen – einfach per 3D-Drucker
Rechtlicher Hinweis: Der Seitenbetreiber (Tueftler-und-Heimwerker.de) übernimmt keine Gewähr für die Vollständigkeit und Richtigkeit der veröffentlichten Projekte und Erläuterungen. Der Seitenbetreiber weist außerdem darauf hin, dass die Verwendung dieser Anleitungen auf eigenes Risiko erfolgt. Bitte treffen Sie zu Ihrer Sicherheit alle notwendigen Vorkehrungen.
Wichtiger Sicherheitshinweis und Haftungsausschluss ! (zum Lesen hier klicken)
Die Autoren der Artikel und Videos sind bemüht alle Angaben und Erläuterungen korrekt und ohne Fehler zu veröffentlichen! Beachte jedoch das es sich nicht bei allen Autoren um ausgebildete Fachexperten handelt. Die Autoren entwickeln ihre Projekte und Beiträge gewöhnlich aus einem einem Hobby und eigener Erfahrung heraus! Ihr Fachwissen haben sie sich oft selbst erarbeitet! Daher habe bitte Verständnis dafür das die Autoren und Seitenbetreiber keinen Haftung übernehmen können, zumal sie ihr Wissen hier kostenlos bereitstellen!
Es handelt sich auf dieser Seite also nicht um Lehrvideos oder Lehrbeiträge! Ziel ist es auch nicht zum nachmachen aufzufordern oder anzuregen, vielmehr möchten wir zu eigenen Projekten und Lösungen anregen und komplexe Dinge möglichst einfach für jedermann verständlich erläutern! Alle Angaben und Tipps sind daher ohne Gewähr! Jeder ist für sein Handeln und seine Fehler selbst verantwortlich! Bei allen Arbeiten sind die jeweiligen Sicherheitsvorschriften und allgemeinen Arbeitsvorschriften zu beachten! Dies gilt besonders auch beim Umgang mit Werkzeugen oder Strom. Sie müssen sich also vor dem arbeiten entsprechend informieren welche Fachkenntnisse für welche Arbeiten notwendig sind und wer diese durchführen darf!
Der Betreiber dieser Webseite als auch die Autoren übernehmen keinerlei Haftung für Schäden und Verletzungen!
Transparenter Hinweis: : Die mit * gekennzeichneten Links sind sogenannte Affiliate-Links. Wenn Du über einen solchen Link ein Produkt bestellst, unterstützt Du unsere Seite, da wir eine kleine Provision erhalten. Für Dich entstehen dabei keine Mehrkosten. Zur Finanzierung der Seite sind wir Teilnehmer verschiedener Partnerprogramme . Unter anderem verdienen wir als Amazon und Ebay Partner an qualifizierten Verkäufen. Spenden, Affiliate-Links als auch Werbeanzeigen sind leider nötig, damit wir die Mittel besitzen, um auch langfristig frei und unabhängig berichten, testen und unabhängig unsere Meinung darlegen zu können. Wir gehen keine Kooperationen ein, die uns in der freien Berichterstattung einschränken! Wir sammeln keine Daten und verkaufen keine Daten!
* Unser Anliegen / Unsere Antrieb (zum Lesen hier klicken)
 Diese Webseite soll Leser und andere Tüftler und Technik affine Leser inspirieren, aber ihnen auch helfen. Hier gibt vor allem der selbst sehr technikaffine Betreiber sein Wissen und seine langjährigen Erfahrungen aus Hobby und Beruf weiter. Er nutzt seine Ausbildung, Technikerfahrung aber auch seine Fähigkeit, Dinge einfach erklären zu können, um Produkte ausgiebig und praktisch zu testen oder in Tutorials zu erklären. Und damit die Artikel auch Einsteigern helfen, werden auch konkrete Empfehlungen und Tipps gegeben. In der Regel sind alle Artikel, Pläne, Bauanleitungen, Projektbeschreibungen, 3D-Modelle, Tests, Zeichnungen, Schaltskizzen usw. kostenlos erhältlich. Mit den Empfehlungen möchten wir möglichst vielen Menschen helfen, damit sie ihr Projekt oder Vorhaben leichter selbst umsetzen können. Daher sind unsere Inhalte kostenlos nutzbar. Sollten Fragen offen bleiben, können diese gerne in den Kommentaren. gestellt werden, der Autor ist stets bemüht alle zu beantworten.
Diese Webseite soll Leser und andere Tüftler und Technik affine Leser inspirieren, aber ihnen auch helfen. Hier gibt vor allem der selbst sehr technikaffine Betreiber sein Wissen und seine langjährigen Erfahrungen aus Hobby und Beruf weiter. Er nutzt seine Ausbildung, Technikerfahrung aber auch seine Fähigkeit, Dinge einfach erklären zu können, um Produkte ausgiebig und praktisch zu testen oder in Tutorials zu erklären. Und damit die Artikel auch Einsteigern helfen, werden auch konkrete Empfehlungen und Tipps gegeben. In der Regel sind alle Artikel, Pläne, Bauanleitungen, Projektbeschreibungen, 3D-Modelle, Tests, Zeichnungen, Schaltskizzen usw. kostenlos erhältlich. Mit den Empfehlungen möchten wir möglichst vielen Menschen helfen, damit sie ihr Projekt oder Vorhaben leichter selbst umsetzen können. Daher sind unsere Inhalte kostenlos nutzbar. Sollten Fragen offen bleiben, können diese gerne in den Kommentaren. gestellt werden, der Autor ist stets bemüht alle zu beantworten.
In einer Zeit, in der auf viele Webseiten, Videos und Blogs Werbung, KI-Texte, umgeschriebenen Artikeln, Clickbaits-Überschriften (reißerische Lock-Überschriften) auf dem Vormarsch sind, wollen wir zeigen das es auch anders geht.
Eine ehrliche, fachliche und praxisnahe Berichterstattung ist mit ein wenig Hilfe und Unterstützung der Leser / Zuschauer auch heute noch machbar. Wenn Du unsere Arbeit auch durch eine Direktspende unterstützen willst, dann steht dir natürlich unser Paypal Spendenformular (hier klicken) zur Verfügung! Wir freuen uns über jede Unterstützung! Natürlich freuen wir uns auch über eine Empfehlung oder ein Youtube Abo. oder einen Youtube Daumen hoch.
Ich hoffe ihr versteht nun warum in gewissen Maße Werbeanzeigen, Spenden und sogenannte Affiliate-Links auf dieser Seite nötig sind. Bauanleitungen Fotos, Videos, Zeichnungen, Schaltbilder aber aus Tests kosten halt richtig viel Zeit und bedeuten viel Arbeit. Oft ist zudem viel Equipment wie Messgeräte, Kameras etc. für Tests nötig. Auch wenn das alles zum großen Teil auch Hobby für uns ist, müssen wir das irgendwie finanzieren. Und letztendlich hilft es ja auch euch wenn mir Links zu Anbietern posten wo ihr verwendeten Baumaterial oder gezeigte Produkte kostengünstig sofort bestellen könnt. Das spart euch viel Zeit bei der Suche und erleichtert euch das Bestellen. Selbstverständlich haben Affiliate-Links keinerlei Einfluss auf unsere Empfehlungen oder Inhalte. Natürlich werden auch Produkte oder Material kritisiert, wenn es bei Verwendung nicht überzeugen konnte. Produkte von denen wir schon bei im vornherein der Produktrecherche nicht überzeugt sind, werden wir hier auch gar nicht erst testen. Es ist also schon einen gewisse Auszeichnung wenn hier ein Produkt genannt oder überhaupt getestet oder beschrieben wurde. Selbstverständlich listen wir hier keine dubiosen Bezugsquellen auf, bei denen wir schlechte Erfahrungen gemacht haben.



Hammer Bericht…..Danke dir dafür. Hab mir heute den Drucker bestellt.
Kannst du den Bug mit der FW bestätigen ? hab bei andren Tester gehört das wenn man mit etwas mehr Geschwindigkeit druckt das Problem hat das er immer wieder kleine Berechnungspausen usw braucht ?? Hast du zufällig eine neue FW ?
Ich habe keinen Firmware aktualisiert, bei mir hat er auch keine Berechnungspausen eingelegt. Einen Bug kann ich daher nicht erkennen.
Danke für deinen Bericht
Bin begeistert von diesem Drucker
Hast du eventuell auch ein TPU Profil ?
TPU zu drucken habe ich mich mit diesem 3D-Drucker noch nicht getraut weil er kein Direktextruder hat. Das drucke ich lieber mit dem Artillery Sidewinder. Daher habe ich leider kein Profil dafür. Es ist aber durchaus möglich das der Flsun Q5* das auch kann.
Sehr schöner Bericht, aufgrund dessen ich mir auch den Drucker gekauft habe. Bin auch sehr zufrieden mit ihm, nur die lauten Lüfter stören. Ich werde sie auf 12 V Noctua umbauen, eventuell wäre das auch für euch interessant. Ich würde so einen Umbau gern von euch sehen/lesen 🙂
Ich bin momentan eigentlich noch zufrieden mit dem Lüfter. Falls ich ihn mal wechseln muss kann ich gerne ein paar Bilder zu posten.
Hallo,
ich habe mir aufgrund deines Videos jetzt auch den Q5 bestellt. Hast du auch noch einen Startcode für Cura? Er macht mir jetzt immer einen „Filamenthaufen“ mitten in den Druck… Schöner wäre es wenn er es erstmal abstreifen würde. Da ich noch Frischling beim 3D Druck bin wäre es nett wenn du mir damit weiterhelfen könntest. Gruß Sascha
Leider nein, Cura nutze ich eigentlich gar nicht mehr.
Sehr informativer Bericht!
Danke dafür.
Mit weniger (oder ganz ohne) „quasis“ wäre er noch flüssiger zu lesen…